Desarrollo del ciclo, Contorno ver “desarrollo del ciclo” en pág. 234 – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming Manual del usuario
Página 234
234
Ciclos de mecanizado: Superficies cilíndricas
8.5 SUPERFICIE CILINDRICA F
resado de
cont
or
no ext
er
no (ciclo 39, DIN/ISO:
G139, opción de sof
tw
a
re
1) 8.5 SUPERFICIE CILINDRICA
Fresado de contorno externo
(ciclo 39, DIN/ISO: G139, opción
de software 1)
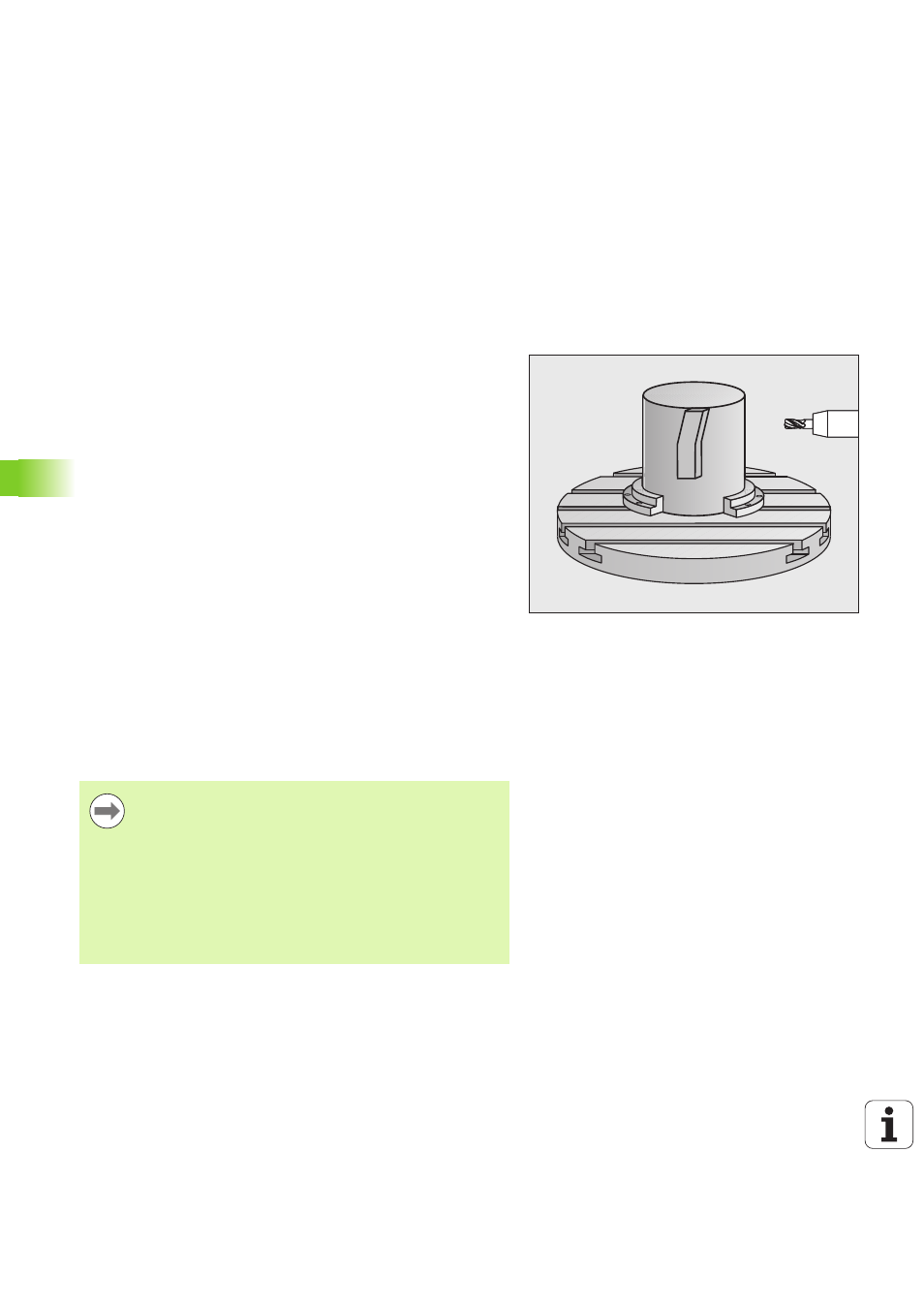
Desarrollo del ciclo
Con este ciclo se puede transferir el desarrollo de un contorno abierto
a la superficie de un cilindro. El TNC coloca la herramienta en este ciclo
de tal forma que la pared del contorno fresado se realice con
corrección del radio, de forma paralela al eje del cilindro.
Al contrario de los ciclos 28 y 29, se define en el subprograma del
contorno el contorno a realizar realmente.
1
El TNC posiciona la hta. sobre el punto inicial del mecanizado. El
TNC determina el punto inicial, desplazado según el diámetro de la
herramienta, en el primer punto definido en el subprograma del
contorno (comportamiento estándard)
2
Después de que el TNC se haya posicionado en la primera
profundidad de paso, la herramienta se aproxima según un arco de
círculo con avance de fresado Q12 de forma tangencial al
contorno. Si se ha programado, se mecanizará según la
sobremedida de acabado
3
En la primera profundidad de paso, la herramienta fresa con el
avance de fresado Q12 a lo largo del contorno hasta que se realiza
totalmente el trazado definido del contorno
4
A continuación la herramienta retrocede tangencialmente desde la
pared del contorno hasta el punto inicial del plano de mecanizado
5
Se repiten los pasos 2 a 4, hasta alcanzar la profundidad de fresado
Q1 programada
6
A continuación retrocede la herramienta hasta la altura de
seguridad o hasta la posición programada por última vez antes del
ciclo (dependiente del parámetro de máquina 7420)
Con el parámetro de máquina 7680, bit 16 se puede
determinar el comportamiento de aproximación del ciclo
39:
Bit 16 = 0:
Realizar Entrada y salida de forma tangencial
Bit 16 = 1:
En el punto inicial del contorno, desplazar verticalmente
a la profundidad sin aproximar la herramienta de forma
tangencial, y en el punto final del contorno retirar hacia
arriba sin retirarla de forma tangencial.