6 isla rectangular (ciclo 256, din/iso: g256), Desarrollo del ciclo – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming Manual del usuario
Página 160
160
Ciclos de mecanizado: Fresado de cajeras / Fresado de islas / Fresado de ranuras
5.6 ISLA RECT
ANGULAR (ciclo 256, DIN/ISO: G256)
5.6 ISLA RECTANGULAR (ciclo 256,
DIN/ISO: G256)
Desarrollo del ciclo
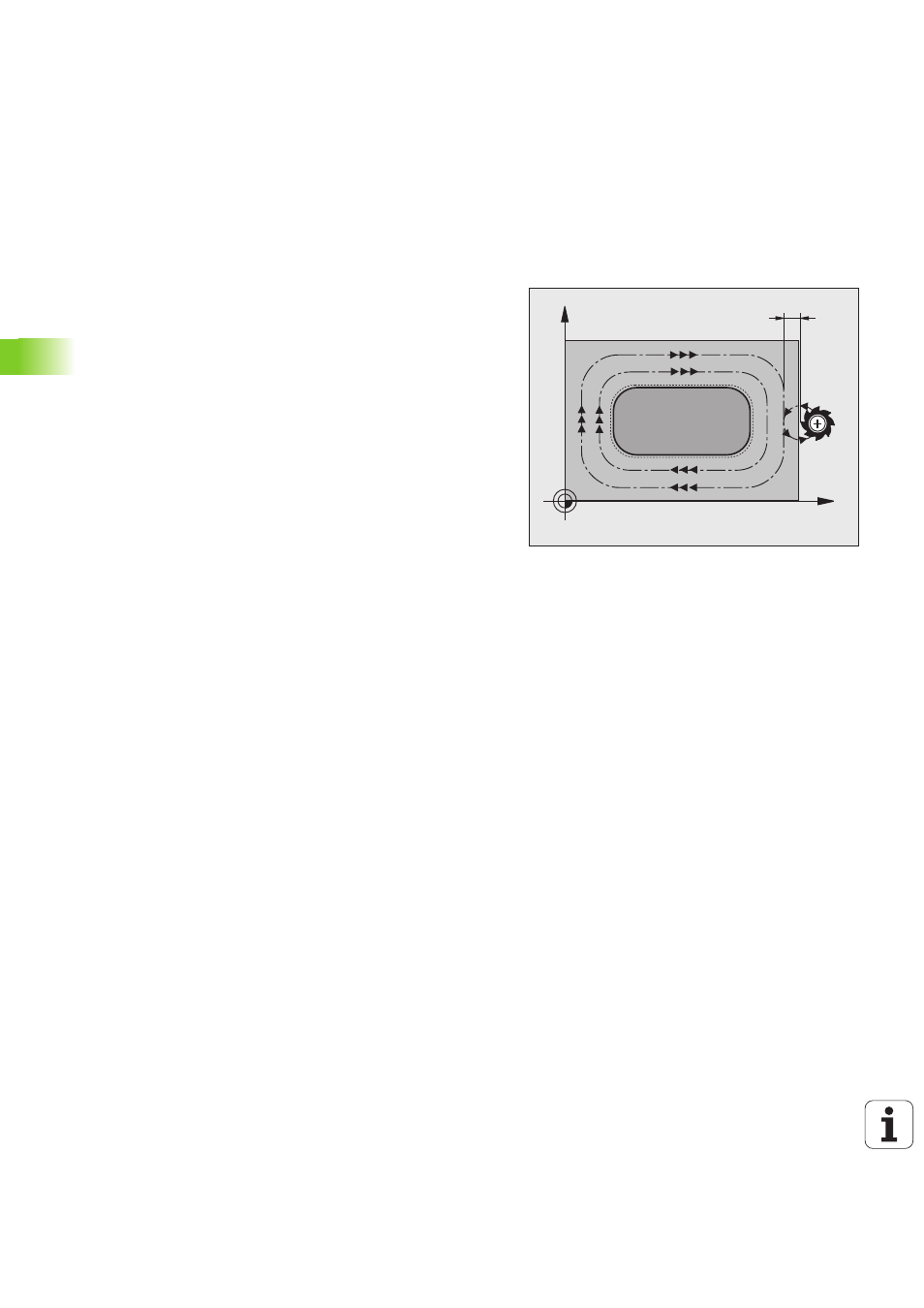
Con el ciclo 256 Isla rectangular es posible mecanizar una isla
rectangular. Si una cota de la pieza en bruto es mayor que el
incremento lateral máximo permitido, entonces el TNC realiza varios
incrementos laterales hasta alcanzar la dimensión final.
1
La herramienta parte de la posición inicial del ciclo (centro de la isla)
en dirección positiva X a la posición inicial del mecanizado de la isla.
La posición incial se encuentra 2 mm a la derecha,junto a la pieza
en bruto de la isla
2
En el caso de que la hta. esté sobre la 2ª distancia de seguridad, el
TNC desplaza la hta. en marcha rápida FMAX a la distancia de
seguridad y desde allí, con avance de profundización a la primera
profundidad de paso
3
A continuación la herramienta realiza la entrada tangencial al
contorno de la isla y después fresa una vuelta.
4
Si no se puede alcanzar una dimensión final en una vuelta, el TNC
aproxima la herramienta a la profundidad de aproximación actual y
después vuelve a fresar una vuelta. El TNC tiene en cuenta la
dimensión de la pieza en bruto, la dimensión final y el incremento
lateral permitido. Este proceso se repite hasta alcanzar la
dimensión final definida
5
Si se requieren más aproximacions, la herramienta se retira
tangencialmente del contorno hasta el punto de partida del
mecanizado de isla
6
A continuación el TNC desplaza la herramienta a la siguiente
profundidad de aproximación y mecaniza la isla a dicha profundidad
7
Este proceso se repite, hasta que se alcanza la profundidad de la
isla programada
8
Al final del ciclo, el TNC posiciona la herramienta solamente en el
eje de la herramienta a la altura segura definida en el ciclo. Por
tanto, la posición final no coincide con la posición inicial
X
Y
2mm