HEIDENHAIN iTNC 530 (340 49x-03) Manual del usuario
Página 391
HEIDENHAIN iTNC 530
391
8.4 Ciclos par
a
el fr
esado de cajer
a
s, islas y r
a
nur
as
8
Tipo de mecanizado (0/1/2)
Q215: Determinación
del tipo de mecanizado:
0
: Desbaste y Acabado
1
: Sólo Desbaste
2
: Sólo Acabado
Acabado lateral y acabado en profundidad solo serán
ejecutados si se ha definido la sobremedida de
acabado correspondiente (Q368, Q369)
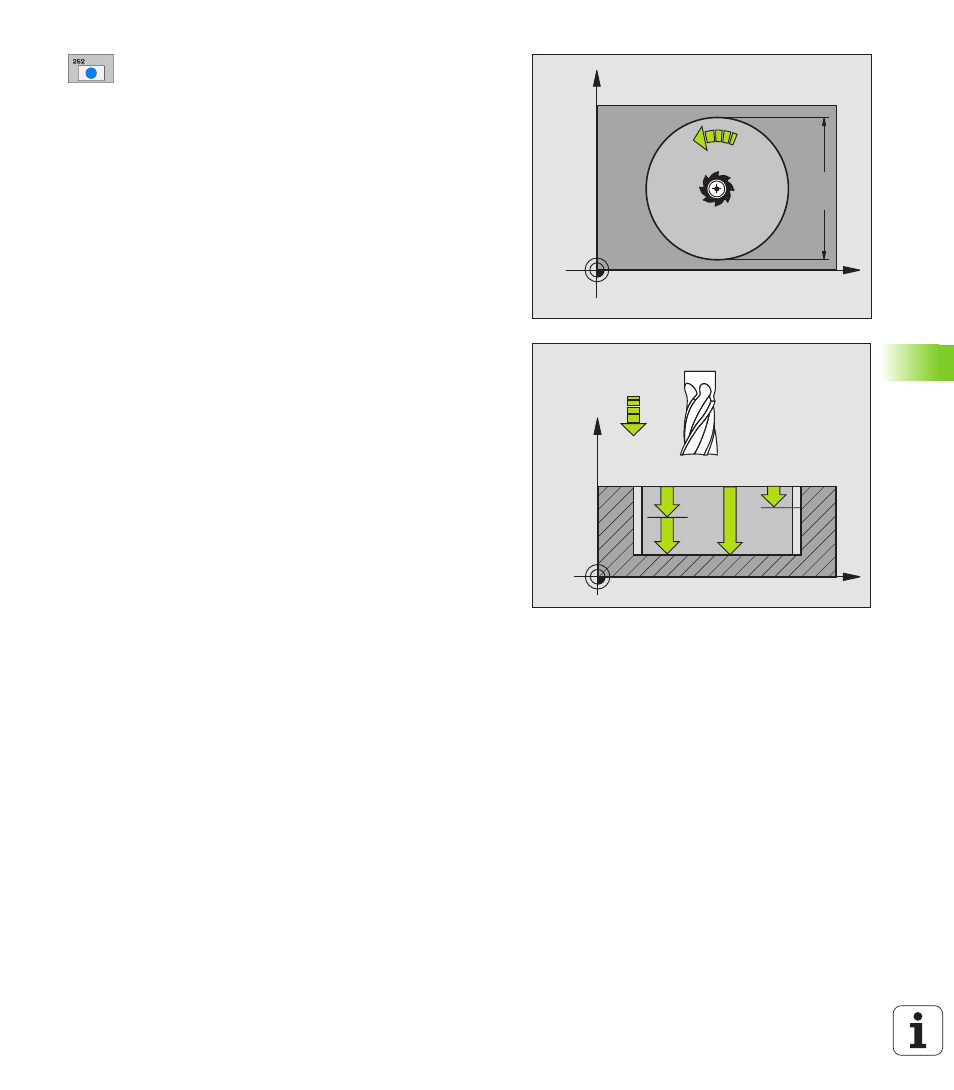
8
Diámetro del círculo
Q223: Diámetro de la cajera
que se acaba de mecanizar
8
Sobremedida del acabado lateral
Q368 (valor
incremental): Sobremedida de acabado en el plano de
mecanizado.
8
Avance de fresado
Q207: Velocidad de
desplazamiento de la hta. en el fresado en mm/min
8
Tipo de fresado
Q351: Tipo de fresado con M3:
+1
= Fresado sincronizado
–1
= Fresado a contramarcha
8
Profundidad
Q201 (valor incremental): Distancia entre
la superficie de la pieza y la base de la cajera
8
Profundidad de paso
Q202 (valor incremental):
Medida, según la cual la hta. penetra cada vez en la
pieza; introducir un valor mayor que 0
8
Sobremedida de acabado en profundidad
Q369 (valor
incremental): Sobremedida de acabado para la
profundidad.
8
Avance al profundizar
Q206: Velocidad de
desplazamiento de la herramienta al desplazarse en
profundidad en mm/min
8
Paso de acabado
Q338 (v. incremental): Medida,
según la cual se desplaza la hta. en el eje de la misma
para el acabado. Q338=0: Acabado en un solo paso
X
Y
Q207
Q223
X
Z
Q201
Q206
Q202
Q338