Ejecutar contorno con los ciclos sl, 7 ciclos sl con fór m ula de cont or no – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manual del usuario
Página 406
406
8 Programación: Ciclos
8.7 Ciclos SL con fór
m
ula de cont
or
no
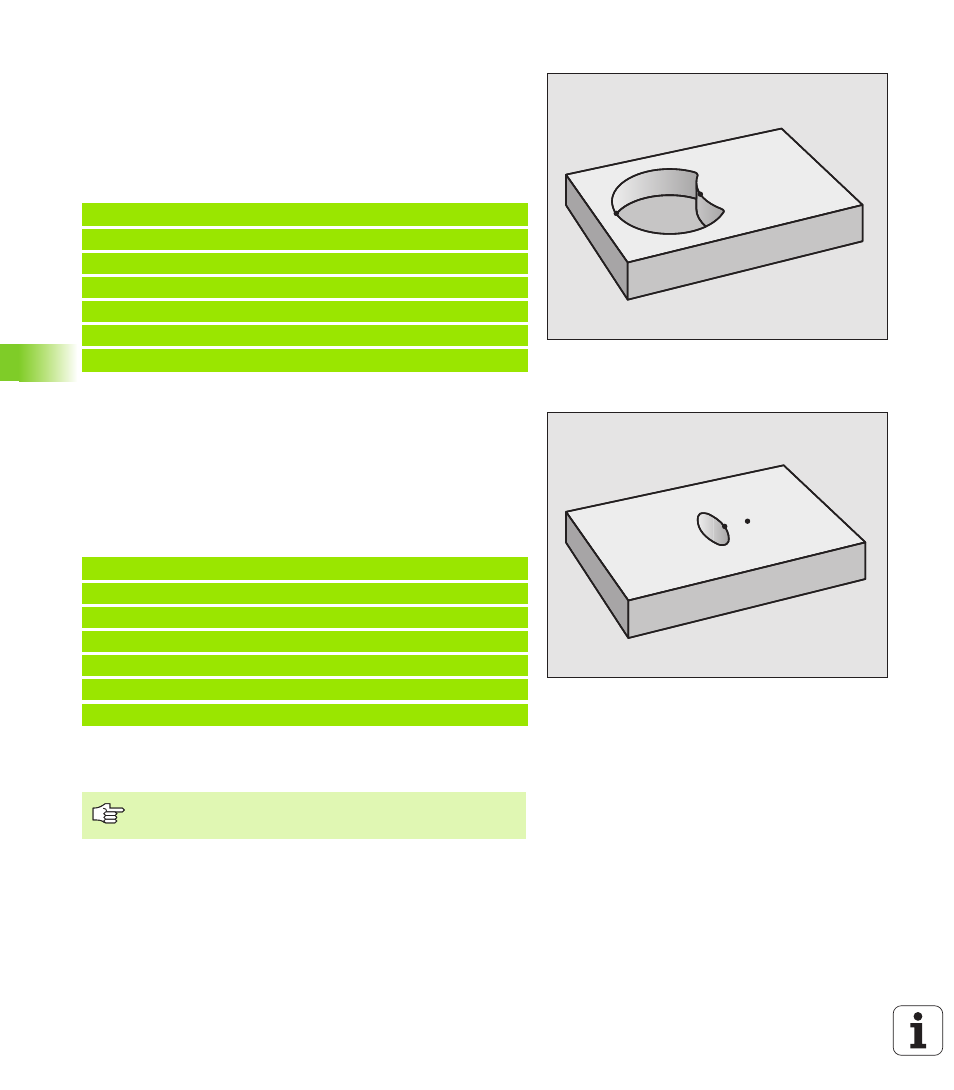
Superficie como "Resta"
Se mecanizan la superficie A sin la parte que es común a B:
Las superficies A y B deben programarse por separado sin
corrección de radio
En la fórmula del contorno la superficie B se quita de la superficie A
con la función "intersección con complemento de"
Programa de definición de contorno:
Superficie de la "intersección"
Se mecaniza la parte común de A y B. (Sencillamente las superficies
no comunes permanecen sin mecanizar.)
Las superficies A y B deben programarse por separado sin
corrección de radio
En la fórmula de contorno las superficies A y B se calculan con la
función "intersección con"
Programa de definición de contorno:
Ejecutar contorno con los ciclos SL
A
B
N50 ...
N60 ...
N70 DECLARAR CONTORNO QC1 = “CAJERA_A.H“ *
N80 DECLARAR CONTORNO QC2 = “CAJERA_B.H“ *
N90 QC10 = QC1 \ QC2 *
N100 ...
N110 ...
A
B
N50 ...
N60 ...
N70 DECLARAR CONTORNO QC1 = “CAJERA_A.H“ *
N80 DECLARAR CONTORNO QC2 = “CAJERA_B.H“ *
N90 QC10 = QC1 & QC2 *
N100 ...
N110 ...
El mecanizado del contorno completo se realiza con los
ciclos G120 a G124 (véase "Ciclos SL" en pág. 370)