HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manual del usuario
Página 198
198
6 Programación: Programar contornos
6.2 Nociones básicas sobr
e los tipos de tr
a
y
e
ct
or
ia
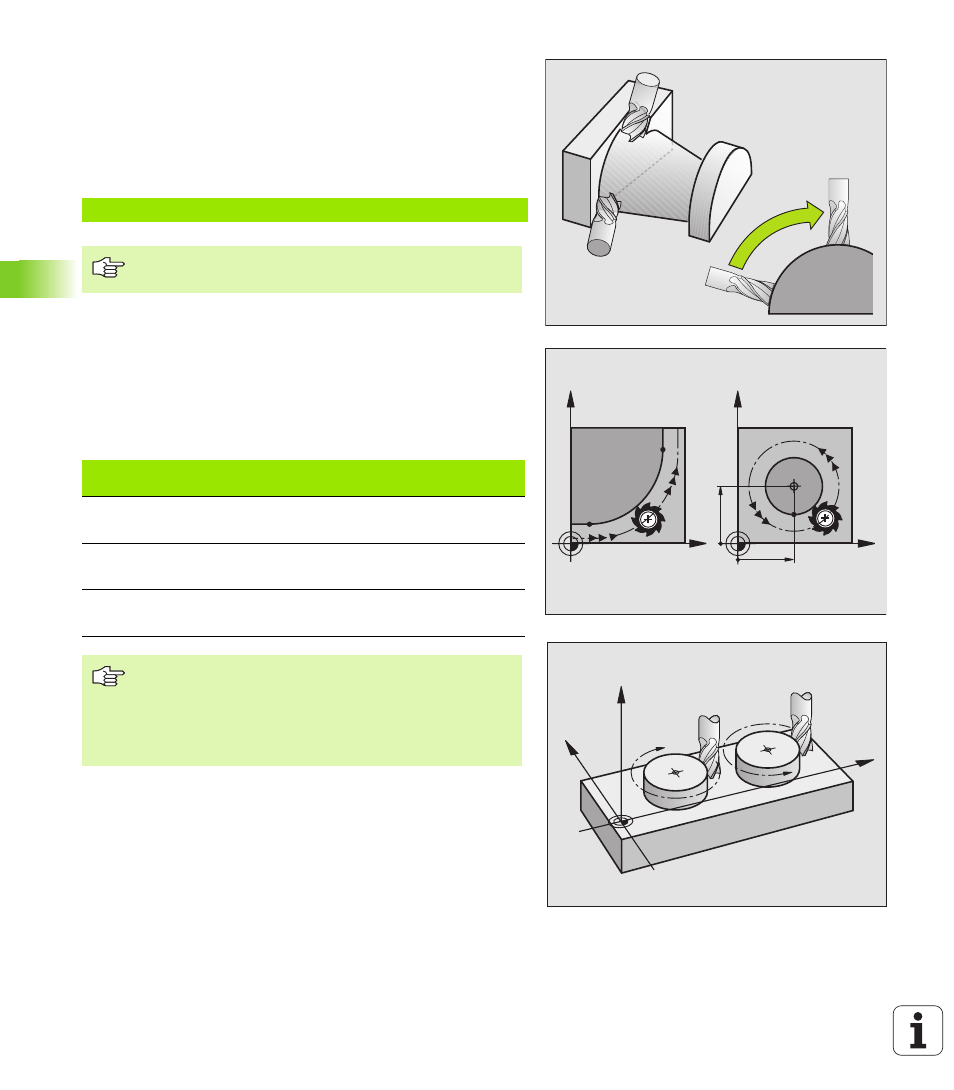
Introducción de más de tres coordenadas
El TNC puede controlar hasta 5 ejes simultáneamente. En un
mecanizado con 5 ejes se mueven por ejemplo, 3 ejes lineales y
2 giratorios simultáneamente.
El programa para un mecanizado de este tipo se genera normalmente
en un sistema CAD y no se puede elaborar en la máquina.
Ejemplo:
Círculos y arcos de círculo
En los movimientos circulares, el TNC desplaza simultáneamente dos
ejes de la máquina: La herramienta se desplaza respecto a la pieza
según una trayectoria circular. Para los movimientos circulares se
puede introducir el punto central de un círculo.
Con las trayectorias de arcos de círculo se programan círculos en los
planos principales: El plano principal se define en la llamada a la hta.,
determinando el eje del cabezal:
Sentido de giro en los movimientos circulares
Para los movimientos circulares no tangentes a otros elementos del
contorno se programa el sentido de giro mediante las siguientes
funciones:
Giro en sentido horario: G02/G12
Giro en sentido antihorario: G03/G13
N123 G01 G40 X+20 Y+10 Z+2 A+15 C+6 F100 M3 *
El TNC no puede representar gráficamente un
movimiento de más de 3 ejes.
Eje de la
herramienta
Plano principal
Centro del círculo
Z (G17)
XY, también
UV, XV, UY
I, J
Y (G18)
ZX, también
WU, ZU, WX
K, I
X (G19)
YZ, también
VW, YW, VZ
J, K
Los círculos que no son paralelos al plano principal, se
programan con la función "Inclinación del plano de
mecanizado" (véase "PLANO INCLINADO DE
MECANIZADO (ciclo G80, opción de software 1)", pág.
435) o con parámetros Q (véase "Principio de
funcionamiento y resumen de funciones", pág. 488).
X
Y
X
Y
I
J
G02/G12
G03/G13
X
Z
Y