HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manual del usuario
Página 293
HEIDENHAIN iTNC 530
293
8.3 Ciclos par
a
taladr
ado
, r
o
scado y fr
esado de r
o
sca
8
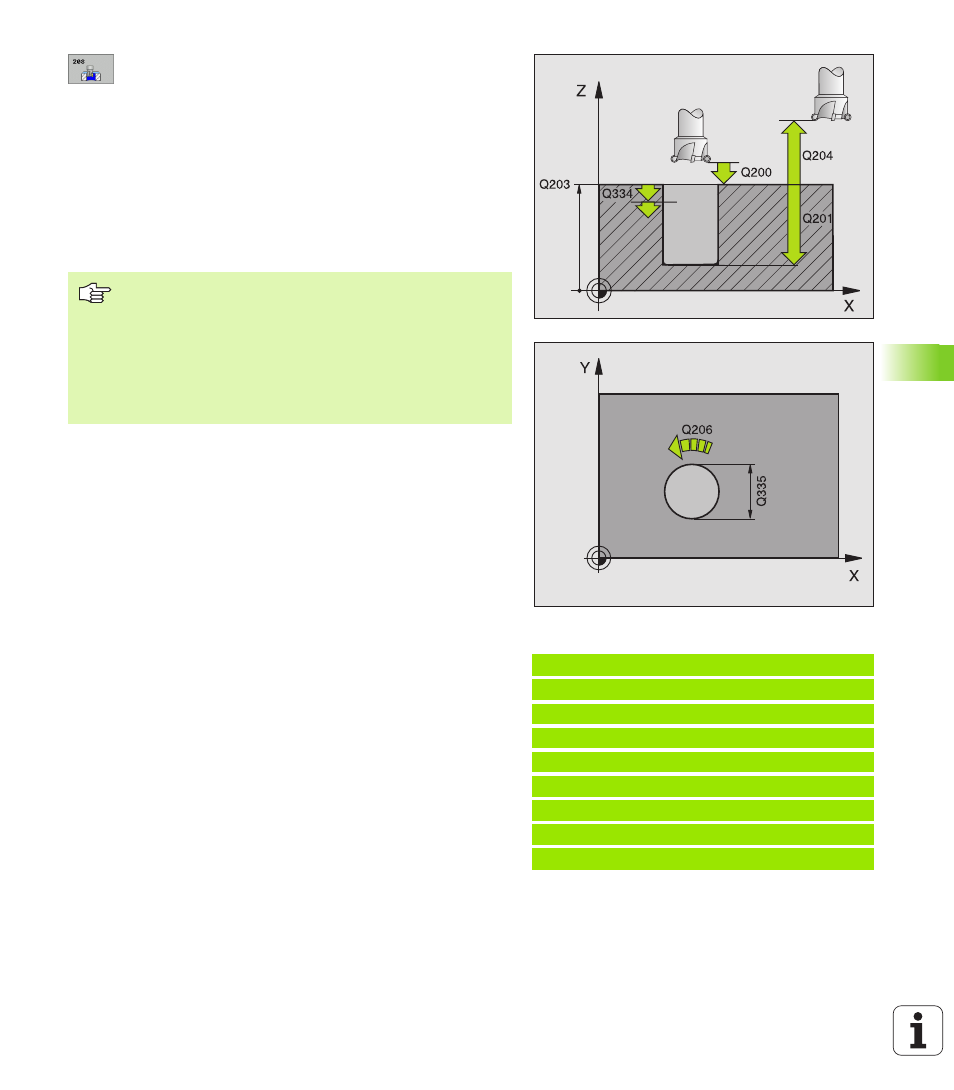
Distancia de seguridad
Q200 (valor incremental):
Distancia entre el canto inferior de la hta. y la
superficie de la pieza
8
Profundidad
Q201 (valor incremental): Distancia entre
la superficie de la pieza y la base del taladro
8
Avance al profundizar
Q206: Velocidad de
desplazamiento de la hta. en el taladrado sobre una
hélice en mm/min
8
Paso de la hélice
Q334 (valor incremental): Cota,
según la cual la hta. profundiza cada vez según una
hélice (=360°).
8
Coordenadas de la superficie de la pieza
Q203
(valor absoluto): Coordenadas de la superficie de la
pieza
8
2ª distancia de seguridad
Q204 (valor incremental):
Coordenada del eje de la hta. en la cual no se puede
producir ninguna colisión entre la hta. y la pieza
(medio de sujeción)
8
Diámetro nominal
Q335 (valor absoluto): Diámetro del
taladro. Si se programa el diámetro nominal igual al
diámetro de la hta., el TNC taladra directamente hasta
la profundidad programada sin interpolación
helicoidal.
8
Diámetro taladrado previamente
Q342 (valor
absoluto): Tan pronto como se introduce un valor
mayor que 0 en Q342, el TNC no lleva a cabo ninguna
verificación de la relación entre el diámetro nominal y
el diámetro de la herramienta. De esta forma se
pueden fresar taladros, cuyo diámetro sea mayor al
doble del diámetro de la hta.
Beispiel: Frases NC
N120 G208 FRESADO DE TALADRO
Q200=2
;DIST.-SEGURIDAD
Q201=-80
;PROFUNDIDAD
Q206=150
;AVANCE AL PROFUNDIZAR
Q334=1,5
;PROFUNDIDAD DE PASO
Q203=+100
;COORDENADA SUPERFICIE
Q204=50
;2A. DIST.DE SEGURIDAD
Q335=25
;DIÁMETRO NOMINAL
Q342=0
;DIÁMETRO PRETALADRADO
Cuando el paso es demasiado grande debe prestarse
atención a que no se dañen la herramienta o la pieza.
Para evitar programar pasos demasiado grandes, se
programa en la tabla de htas. en la columna ANGLE el
máximo ángulo de profundización posible de la hta., véase
"Datos de la herramienta", pág. 165. Entonces el TNC
calcula automáticamente el paso máximo posible y
modifica, si es preciso, el valor programado.