Fresado de cajera (ciclo 4) – HEIDENHAIN iTNC 530 (340 420) Manual del usuario
Página 295
HEIDENHAIN iTNC 530
269
8.4 Ciclos par
a
el fr
esado de cajer
a
s, islas y r
a
nur
as
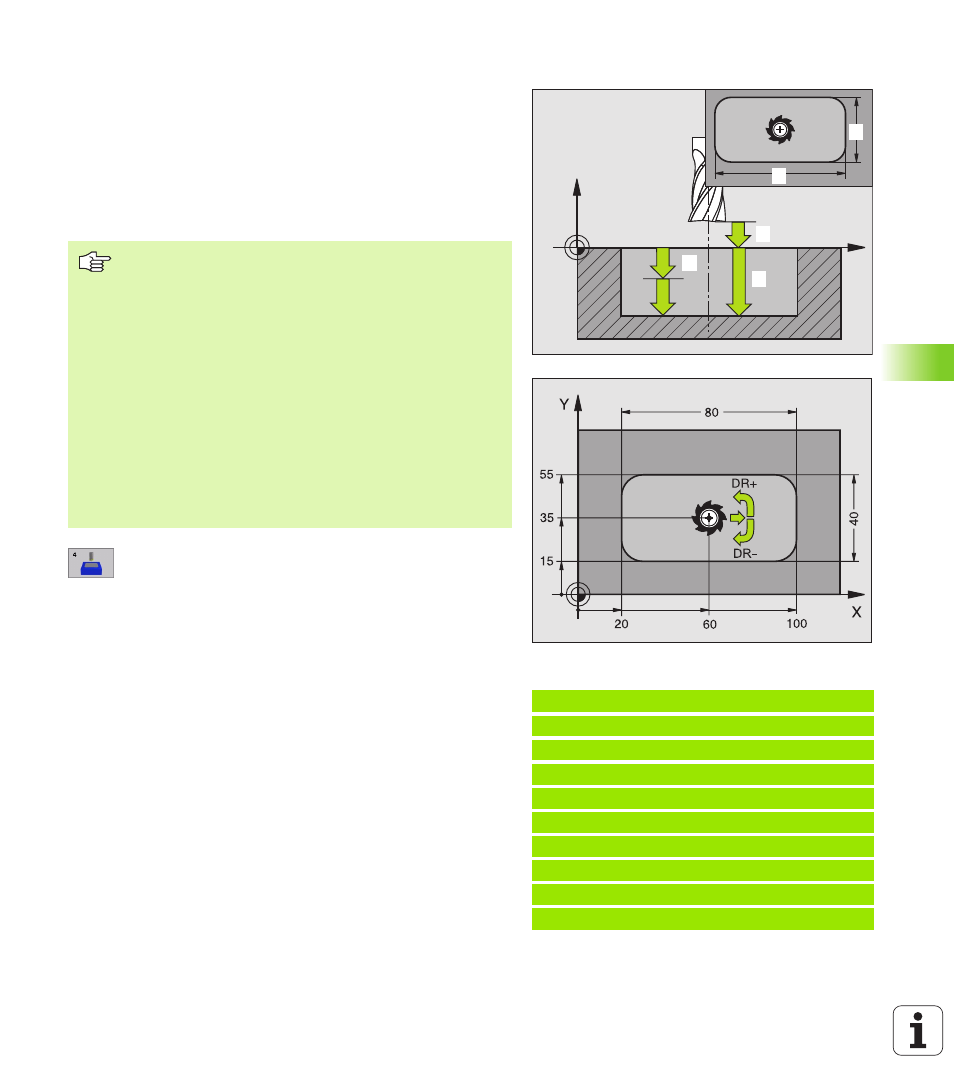
FRESADO DE CAJERA (ciclo 4)
1
La hta. profundiza en la pieza desde la posición inicial (centro de la
cajera) y se desplaza a la primera profundidad de paso
2
A continuación la herramienta se desplaza primero en la dirección
positiva del lado más largo y en cajeras cuadradas en la dirección
positiva de Y, y desbasta la cajera de dentro hacia fuera
3
Este proceso se repite (1 hasta 2), hasta que se alcanza la
profundidad programada
4
Al final del ciclo el TNC retira la hta. a la posición inicial
U
U
U
U
Distancia de seguridad
1
(valor incremental):
Distancia entre el extremo de la hta. (posición inicial)
y la superficie de la pieza
U
U
U
U
Profundidad
2
(valor incremental): Distancia entre la
superficie de la pieza y la base de la cajera
U
U
U
U
Profundidad de paso
3
(valor incremental): Medida,
según la cual la hta. penetra cada vez en la pieza El
TNC se desplaza en un sólo paso de mecanizado a la
profundidad total cuando:
n
El paso de profundización y la profundidad total son
iguales
n
El paso de profundización es mayor a la profundidad
total
U
U
U
U
Avance al profundizar
: Velocidad de desplazamiento
de la hta. en la profundización
U
U
U
U
Longitud lado 1
4
: Longitud de la cajera, paralela al
eje principal del plano de mecanizado
U
U
U
U
Longitud lado 2
5
: Ancho de la cajera
U
U
U
U
Avance F: Velocidad de desplazamiento de la hta. en
el plano de mecanizado
Ejemplo: Frases NC
11 L Z+100 R0 FMAX
12 CYCL DEF 4,0 FRESADO DE CAJERAS
13 CYCL DEF 2.1 DIST. 2
14 CYCL DEF 4,2 PROFUNDIDAD -10
15 CYCL DEF 4.3 PASO 4 F80
16 CYCL DEF 4.4 X80
17 CYCL DEF 4.5 Y40
18 CYCL DEF 4.6 F100 DR+ RADIO 10
19 L X+60 Y+35 FMAX M3
20 L Z+2 FMAX M99
X
Z
11
12
13
14
15
Antes de la programación deberá tenerse en cuenta:
Utilizar una fresa con dentado frontal cortante en el centro
(DIN 844) o pretaladrado en el centro de la cajera.
Posicionamiento previo sobre el centro de la cajera con
corrección de radio R0.
Programar la frase de posicionamiento sobre el punto de
partida en el eje de la hta. (distancia de seguridad sobre la
superficie de la pieza).
En el ciclo, el signo del parámetro Profundidad determina
la dirección del mecanizado. Si se programa la profundidad
= 0, el TNC no ejecuta el ciclo.
Para la longitud del 2º radio existe la siguiente condición:
longitud del 2º lado mayor que [(2 veces el radio del
redondeo) + aproximación lateral k].