Empleo de otras herramientas: valores delta, Corrección 3d sin orientación de la hta, 4 cor rección tr idimensional de la her ramienta – HEIDENHAIN iTNC 530 (340 420) Manual del usuario
Página 146
120
5 Programación: Herramientas
5.4 Cor
rección tr
idimensional de la her
ramienta
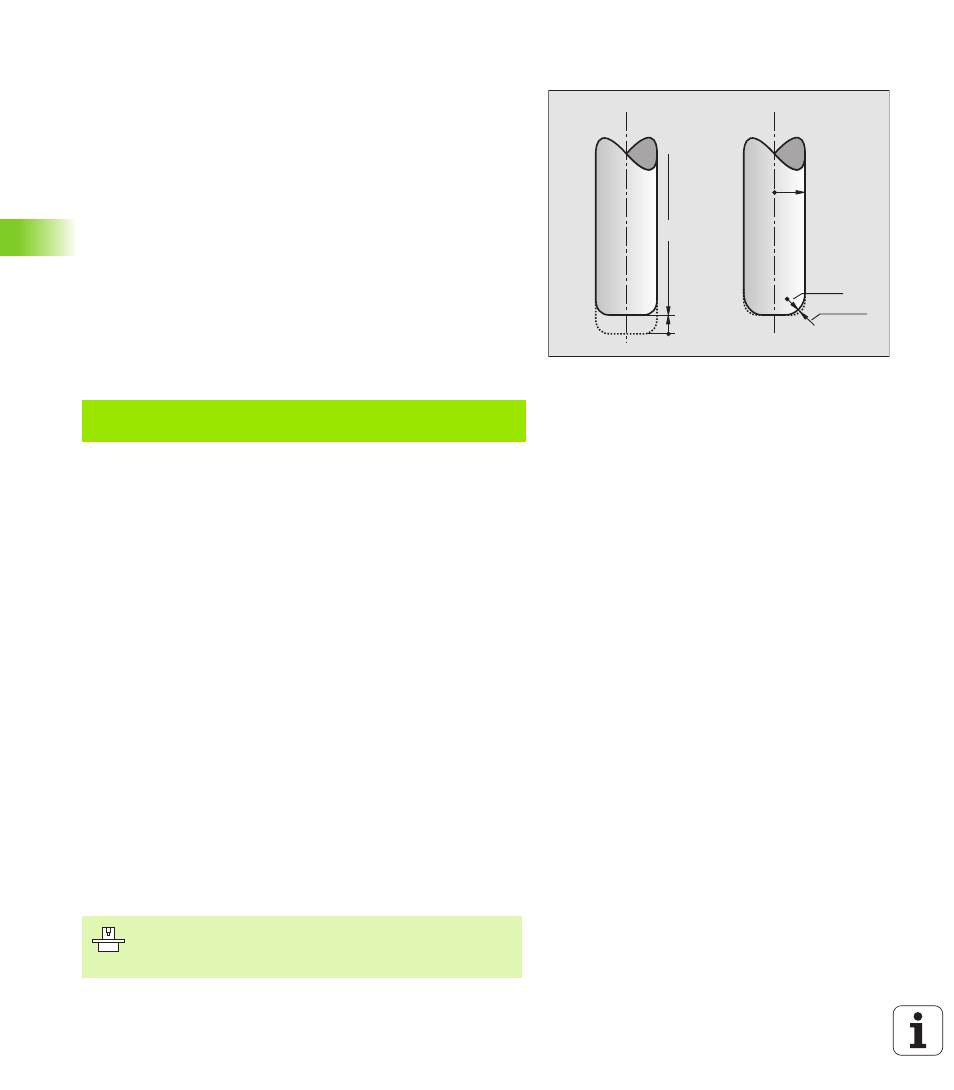
Empleo de otras herramientas: Valores delta
Cuando se emplean herramientas con otras dimensiones a las de la
hta. original, se introduce la diferencia de longitudes y radios como
valores delta en la tabla de herramientas o en la llamada a la hta. TOOL
CALL
:
n
Valor delta positivo DL, DR, DR2: Las dimensiones de la hta. son
mayores a las de la hta. original (sobremedida)
n
Valor delta negativo DL, DR, DR2: Las dimensiones de la hta. son
menores a las de la hta. original (decremento)
El TNC corrige entonces la posición de la hta. según la suma de los
valores delta de la tabla de htas. y la llamada a la hta.
Corrección 3D sin orientación de la hta.
El TNC desplaza la hta. en la dirección de las normales a la superficie
según la suma de los valores delta (tabla de htas. y TOOL CALL).
Ejemplo: Formato de la frase con normales a la superficie
El avance F y la función auxiliar M se pueden introducir y modificar en
el funcionamiento Memorizar/Editar programa.
Un sistema CAD indica las coordenadas del punto final de la recta y los
componentes de la normal a la superficie.
Face Milling: Corrección 3D sin y con orientación
de la herramienta
El TNC desplaza la hta. en la dirección de las normales a la superficie
según la suma de los valores delta (tabla de htas. y TOOL CALL).
Cuando está activada M128 (véase “Conservar la posición del extremo
de la hta. durante el posicionamiento de los ejes basculantes (TCPM*):
M128” en pág. 201) el TNC mantiene la hta. perpendicular al contorno
de la pieza, cuando en la frase LN no está determinada ninguna
orientación de la hta.
Si en la frase LN está definida una orientación de la hta. el TNC
posiciona automáticamente los ejes giratorios de la máquina de forma
que la herramientata alcance la orientación programada.
DL>0
L
R
DR2>0
R2
1 LN X+31.737 Y+21,954 Z+33,165
NX+0,2637581 NY+0,0078922 NZ-0,8764339 F1000 M3
LN
:
Recta con corrección 3D
X, Y, Z
:
coordenadas del punto final de la recta corregidas
NX, NY, NZ
:
Componentes de la normal a la superficie
F
:
avance
M
:
función auxiliar
El TNC no puede posicionar automáticamente los ejes
giratorios en todas las máquinas. Rogamos consulten el
manual de su máquina.