HEIDENHAIN TNC 640 (34059x-01) Manual del usuario
Página 578
578
Comparación: Diferencias en el test de
programa, funciones
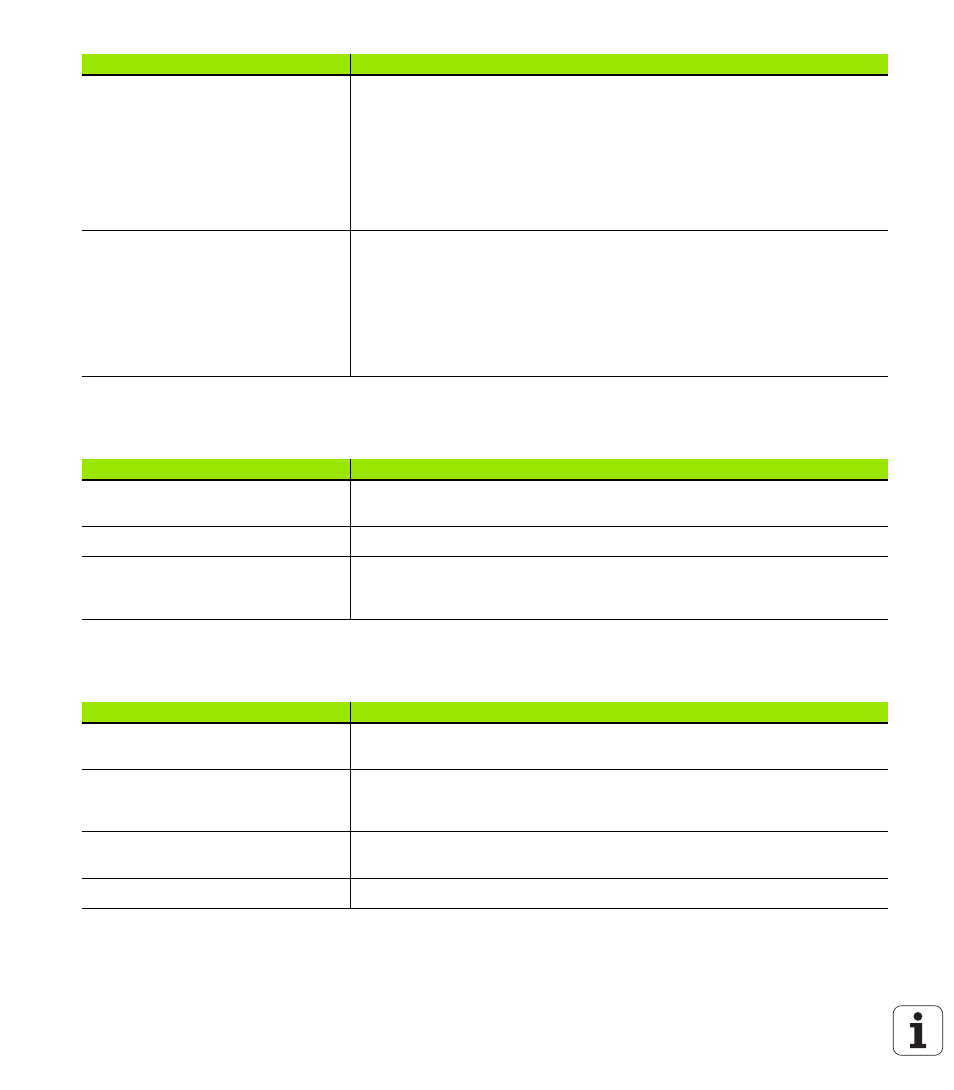
Comparación: Diferencias en el test de
programa, manejo
Programación de ejes secundarios:
Sintaxis FUNCTION PARAXCOMP: Definir
el comportamiento de la indicación y
de los movimientos de
desplazamiento
Disponible
No disponible
Sintaxis FUNCTION PARAXMODE: Definir
la asignación de los ejes paralelos a
desplazar
Disponible
No disponible
Programación de ciclos de fabricante
Acceso a los datos de tabla
Mediante comandos SQL
A través de las funciones FN17-/FN18 o
TABREAD
-TABWRITE
Acceso a los parámetros de máquina
Mediante la función CFGREAD
A través de las funciones FN18
Creación de ciclos interactivos con
CYCLE QUERY
, p. ej. ciclos de palpador
en modo manual
Disponible
No disponible
Función
TNC 640
iTNC 530
Función
TNC 640
iTNC 530
Presentación de los valores delta DR y
DL
de la frase TOOL CALL
No se incluyen en el cálculo
Se incluyen en el cálculo
Test hasta la frase N
Función no disponible
Función disponible
Cálculo del tiempo de mecanizado
Con cada repetición de la simulación
mediante la softkey START se acumula
el tiempo de mecanizado
Con cada repetición de la simulación
mediante la softkey START el conteo
del tiempo comienza en 0
Función
TNC 640
iTNC 530
Distribución de las barras de sofkeys y
de los softkeys en las barras
La distribución de las barras de softkeys y de los softkeys es diferente según la
división de la pantalla actualmente activa.
Función de zoom
Cada nivel de corte se puede
seleccionar mediante un softkey
individual
El nivel de corte de puede seleccionar
mediante tres Toggle-Softkeys
Funciones auxiliares M según la
máquina
Provocan mensajes de error, si no
están integrados en el PLC
Se ignorarán durante el test de
programa:
Mostrar/editar la tabla de herramientas
Función disponible mediante softkey
Función no disponible