3 apr o ximación y salida del cont or no – HEIDENHAIN TNC 640 (34059x-01) Manual del usuario
Página 192
192
Programación: Programar contornos
6.3 Apr
o
ximación y salida del cont
or
no
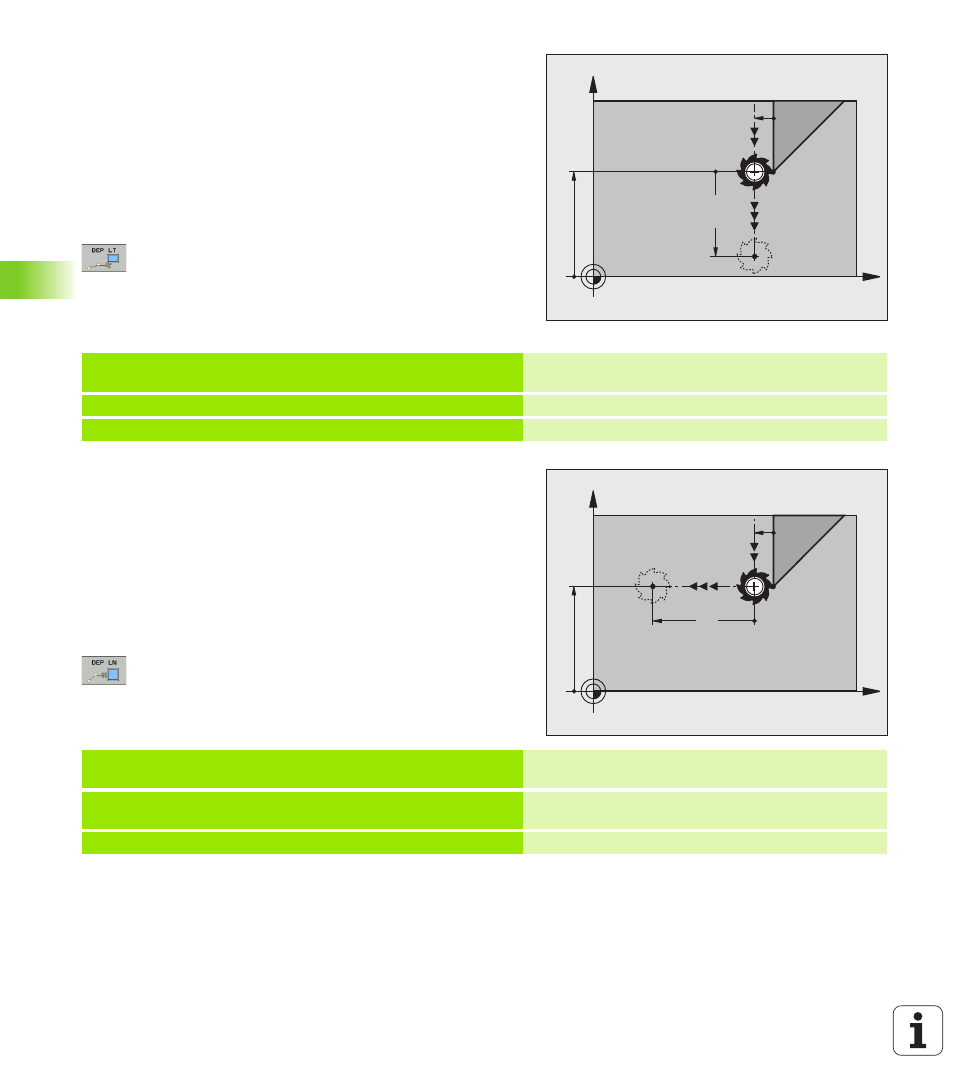
Salida según una recta con conexión tangente:
DEP LT
El TNC desplaza la herramienta desde una recta del último punto del
contorno P
E
al punto final P
N
. La recta se encuentra en la prolongación
del último tramo del contorno. P
N
se encuentra a la distancia LEN de
P
E
.
U
Programar el último elemento del contorno con punto final P
E
y
corrección del radio
U
Abrir el diálogo con la tecla APPR/DEP y la softkey APPR LCT :
U
LEN: Introducir la distancia del punto final P
N
del
último elemento del contorno P
E
Ejemplo de frases NC
Salida según una recta perpendicular al último
punto del contorno: DEP LN
El TNC desplaza la herramienta desde una recta del último punto del
contorno P
E
al punto final P
N
. La recta parte perpendicularmente
desde el último punto del contorno P
E
. P
N
se encuentra de P
E
en
distancia LEN + radio de la herramienta.
U
Programar el último elemento del contorno con punto final P
E
y
corrección del radio
U
Abrir el diálogo con la tecla APPR/DEP y la softkey APPR LN :
U
LEN: Introducir la distancia desde el último punto P
N
Importante: ¡introducir LEN positivo!
Ejemplo de frases NC
X
Y
20
P
E
RR
P
N
R0
RR
12.5
23 L Y+20 RR F100
Último elemento del contorno: P
E
con corrección del
radio
24 DEP LT LEN12.5 F100
Retirarse según LEN=12,5 mm
25 L Z+100 FMAX M2
Retirar Z, retroceso, final del programa
X
Y
20
P
E
RR
P
N
R0
RR
20
23 L Y+20 RR F100
Último elemento del contorno: P
E
con corrección del
radio
24 DEP LN LEN+20 F100
Salida según LEN = 20 mm perpendicular al
contorno
25 L Z+100 FMAX M2
Retirar Z, retroceso, final del programa