Mecanizado de torneado inclinado, 2 f unciones básicas (opción de sof tw a re 50) – HEIDENHAIN TNC 640 (34059x-01) Manual del usuario
Página 433
HEIDENHAIN TNC 640
433
13.2 F
unciones básicas (opción de sof
tw
a
re
50)
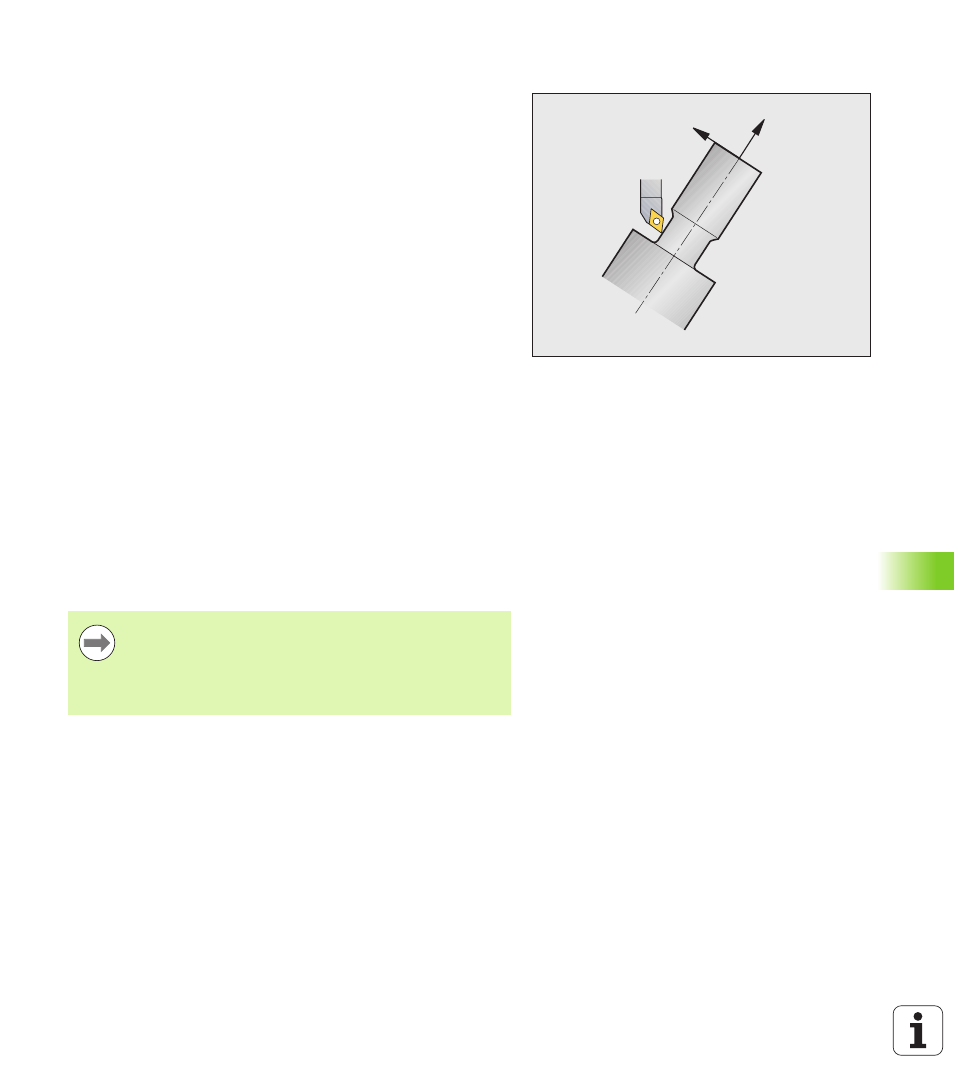
Mecanizado de torneado inclinado
A veces puede ser necesario de posicionar los ejes basculantes de una
manera determinada para poder realizar un mecanizado. Esto, p. ej., es
necesario cuando los elementos de contorno por la geometría de la
pieza sólo es posible en una posición determinada.
Inclinando un eje basculantes provova una desviación de la pieza
respecto a la herramienta. La función M144 considera la posición de los
ejes basculantes y compensa este Offset. Además, la función M144
alinea la dirección Z del sistema de coordenadas de la pieza con la
dirección del eje central de la pieza. Si un eje inclinado es una mesa
basculante, es decir, la pieza esta inclinada, el TNC realiza
movimientos de desplazamiento en el sistema de coordenadas de la
pieza girado. Si el eje inclinado es un cabezal basculante (la
herramienta esta inclinada), no se gira el sistema de coordenadas de
la pieza.
Después de inclinar el eje basculante, posiblemente hay que
preposicionar de nuevo la herramienta en la coordenada Y y orientar la
posición de la cuchilla mediante el ciclo 800.
De forma alternativa a la función M144 también se puede utilizar la
función M128. El efecto es idéntico con la siguiente limitación: el TNC
también puede realizar una corrección del radio de cuchilla durante un
mecanizado inclinado. Si el mecanizado inclinado se activa con M128, la
corrección del radio de cuchilla sin ciclo, es decir en las frases de
desplazamiento con RL/RR, no es posible. Si el mecanizado inclinado se
activa con M144, no existe esta limitación.
Al realizar ciclos de torneado con M144, se modifican los ángulos de la
herramienta respecto al contorno. El TNC considera estas
modificaciones automáticamente y supervisa también el mecanizado
en estado inclinado.
X
Z
Durante el mecanizado inclinado no se pueden utilizar los
ciclos de punzonado y de roscado.
La corrección de herramienta siempre tiene efecto en el
sistema de coordenadas de herramienta, también durante
el mecanizado inclinado.