Programar nº de revoluciones, 2 f unciones básicas (opción de sof tw a re 50) – HEIDENHAIN TNC 640 (34059x-01) Manual del usuario
Página 420
420
Programación: mecanizado por torneado
13.2 F
unciones básicas (opción de sof
tw
a
re
50)
Programar nº de revoluciones
Durante el torneado se puede trabajar con revoluciones constantes y
también con velocidades de corte constantes.
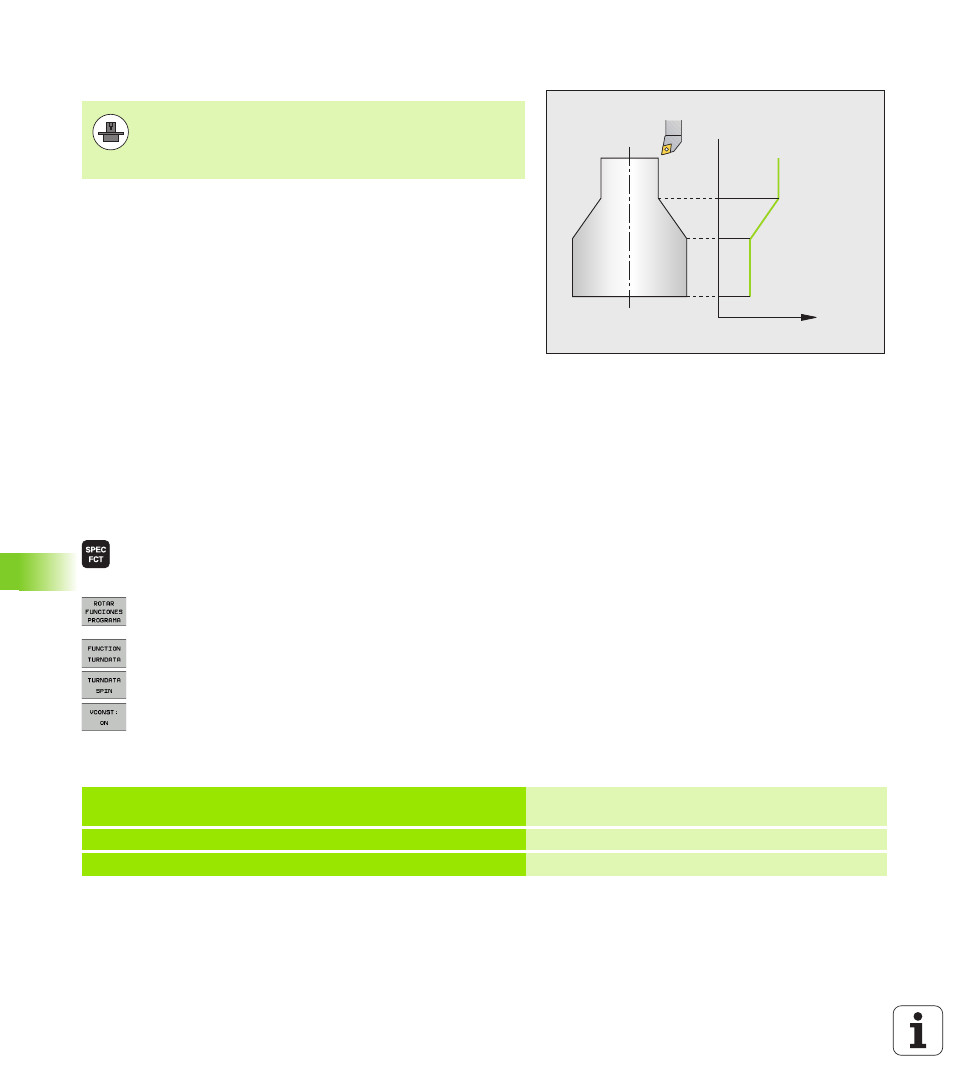
Al trabajar con velocidad de corte constante VCONST:ON, el TNC adapta
las revoluciones en función de la distancia de la cuchilla de
herramienta al centro del husillo de torneado. En posicionamientos
hacia el centro de giro, el TNC aumenta las revoluciones de la mesa,
para movimientos desde el centro de giro las reduce.
en el mecanizado con revoluciones constantes VCONST:OFF, las
revoluciones dependen de la posición de la herramienta.
Para definir las revoluciones se utiliza la función
FUNCTION TURNDATA SPIN. Aquí, el TNC pone a disposición los
siguientes elementos de introducción:
VCONST:
Velocidad de corte constante Off/On (obligatorio)
VC:
Velocidad de corte (opcional)
S:
Revoluciones (opcional)
GEARRANGE:
Nivel de reducción para el husillo de torneado (opcional)
Definición de las revoluciones:
U
Visualizar la carátula de softkeys con funciones
especiales
U
Seleccionar el menú para PROGRAMAFUNCIONES
TORNEADO
U
Seleccionar FUNCTION TURNDATA
U
Seleccionar TURNDATA SPIN
U
Para introducir las revoluciones, seleccionar la función
VCONST:
Sintax NC
S[1/min]
Al trabajar con una velocidad de corte constante, el nivel de
reducción seleccionado limita el campo de las revoluciones
posibles. La existencia y el tipo de niveles de reducción
dependen de la configuración de su máquina.
3 FUNCTION TURNDATA SPIN VCONST:ON VC:100 GEARRANGE:2
Definición de una velocidad de corte constante en el
nivel de reducción 2
3 FUNCTION TURNDATA SPIN VCONST:OFF S550
Definición de revoluciones constantes
...