Parámetros de ciclo – HEIDENHAIN TNC 620 (81760x-02) Cycle programming Manual del usuario
Página 92
Ciclos de mecanizado: Taladro
3.10
TALADRADO CON BROCA DE UN SOLO LABIO (Ciclo 241,, DIN/ISO:
G241, opción de software 19)
3
92
TNC 620 | Modo de Empleoprogramación de ciclos | 4/2015
Parámetros de ciclo
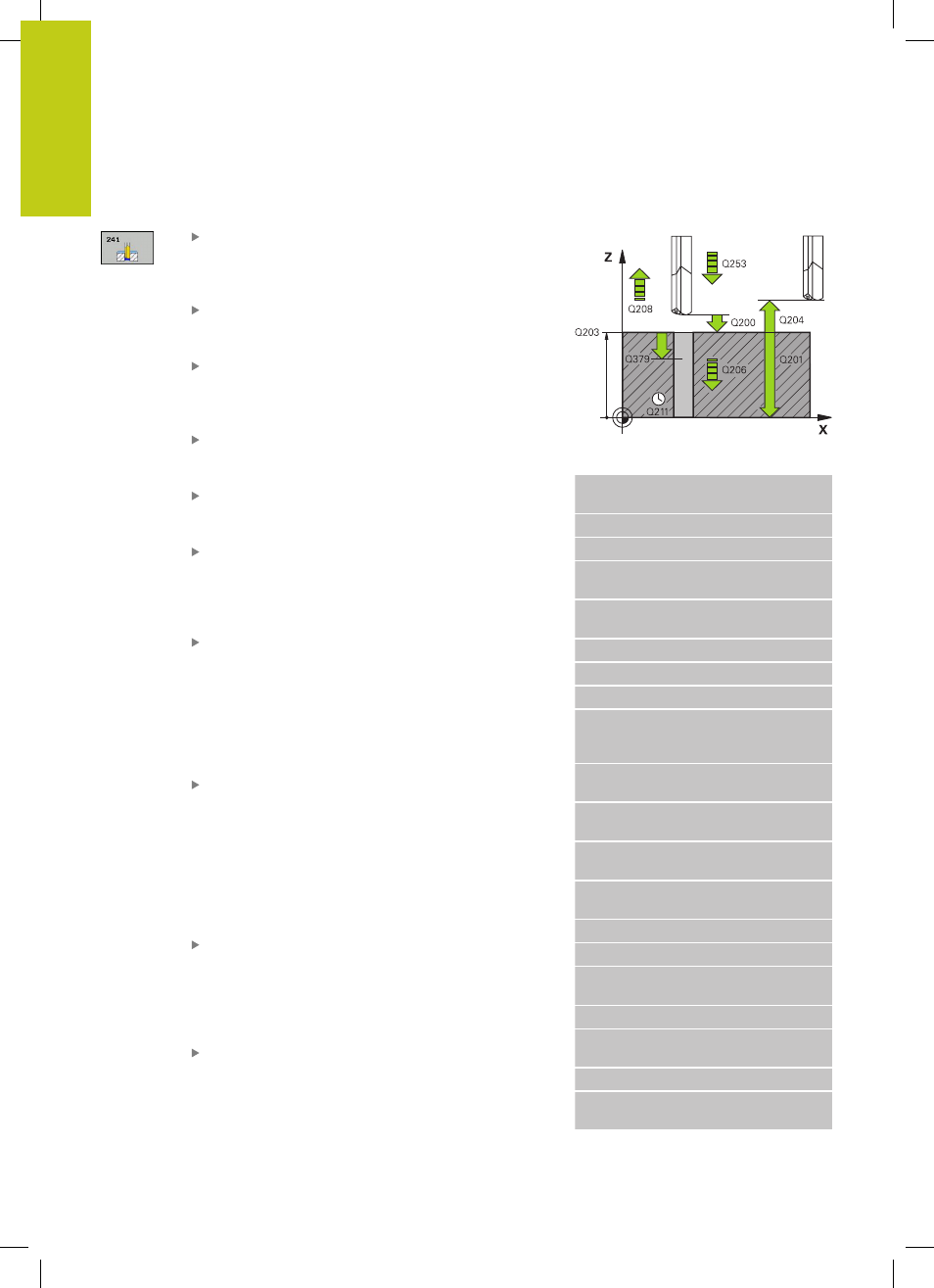
Distancia de seguridad Q200 (valor incremental):
distancia entre el extremo de la herramienta y la
superficie de la pieza Campo de introducción 0 a
99999,9999
Profundidad Q201 (valor incremental): distancia
entre la superficie de la pieza y la base del taladro
Campo de introducción -99999,9999 a 99999,9999
Avance al profundizar Q206: velocidad de
desplazamiento de la herramienta en el taladrado
en mm/min. Campo de introducción 0 a 99999.999
alternativo
FAUTO, FU
Tiempo de espera abajo Q211: tiempo en
segundos que espera la herramienta en la base del
taladro Campo de introducción 0 a 3600,0000
Coord. de la superficie de la pieza Q203
(absoluto): coordenadas de la superficie de la pieza.
Campo de introducción -99999,9999 a 99999,9999
2ª distancia de seguridad Q204 (valor incremental):
coordenada del eje de la herramienta. en la que
no se puede producir ninguna colisión entre la
herramienta y la pieza (medio de sujeción). Campo
de introducción 0 a 99999,9999
Punto inicial profundizado Q379 (incremental
referido a la superficie de la pieza): punto inicial
del proceso de taladro en sí. El TNC realiza
desplazamiento en
Avance posicionamiento previo
desde la distancia de seguridad sobre la superficie
de la pieza a la distancia de seguridad sobre el punto
inicial profundizado. Campo de introducción 0 a
99999,9999
Avance posicionamiento previo Q253: Define
la velocidad de desplazamiento de la herramienta
al rearrancar a la profundidad de taladrado tras
la retirada de rotura de viruta (Q256). Además,
este avance está activo cuando la herramienta se
posiciona en un punto inicial profundizado (Q379
no igual a 0). Introducción en mm/min Campo de
introducción 0 hasta 99999.9999 alternativo
FMAX,
FAUTO
Avance al retirar Q208: velocidad de
desplazamiento de la herramienta al retirarse
del taladro en mm/min. Si se introduce Q208=0,
entonces el TNC hace retirar la herramienta con
avance de taladrado Q206. Campo de introducción 0
a 99999,999 alternativo
FMAX, FAUTO
Sentido de giro entrada/salida (3/4/5) Q426:
sentido de giro con el que debe girar la herramienta
durante la entrada en el taladro y durante la salida
del taladro. Valor de introducción:
3
: Giro de cabezal con M3
4
: Giro de cabezal con M4
5
: Desplazamiento del cabezal sin giro
Frases NC
11 CYCL DEF 241 TALADRO CON
BROCA DE UN SOLO LABIO
Q200=2
;DIST. DE SEGURIDAD
Q201=-80
;PROFUNDIDAD
Q206=150
;AVANCE DE PASO DE
PROFUNDIZACIÓN
Q211=0.25
;TIEMPO DE ESPERA
ABAJO
Q203=+100
;COOR. SUPERFICIE
Q204=50
;2ª DIST. DE SEGURIDAD
Q379=7.5
;PUNTO DE PARTIDA
Q253=750
;AVANCE DE
POSICIONAMIENTO
PREVIO
Q208=1000
;AVANCE DE
RETROCESO
Q426=3
;SENTIDO DE GIRO DEL
HUSILLO
Q427=25
;REVOLUCIONES
ENTRADA/SALIDA
Q428=500
;REVOLUCIONES
TALADRADO
Q429=8
;REFRIGERACIÓN ON
Q430=9
;REFRIGERACIÓN OFF
Q435=0
;PROFUNDIDAD DE
ESPERA
Q401=100
;FACTOR DE AVANCE
Q202=9999
;MÁX. DE
PROFUNDIZACION
Q212=0
;VALOR DE REDUCCIÓN
Q205=0
;MÍN. PROFUNDIDAD DE
PASADA