Desarrollo del ciclo, Software 17) – HEIDENHAIN TNC 620 (81760x-02) Cycle programming Manual del usuario
Página 321
GIRO BÁSICO compensar mediante un eje de giro (Ciclo 403, DIN/
ISO: G403, Opción de Software 17)
13.5
13
TNC 620 | Modo de Empleoprogramación de ciclos | 4/2015
321
13.5
GIRO BÁSICO compensar mediante
un eje de giro (Ciclo 403, DIN/ISO:
G403, Opción de Software 17)
Desarrollo del ciclo
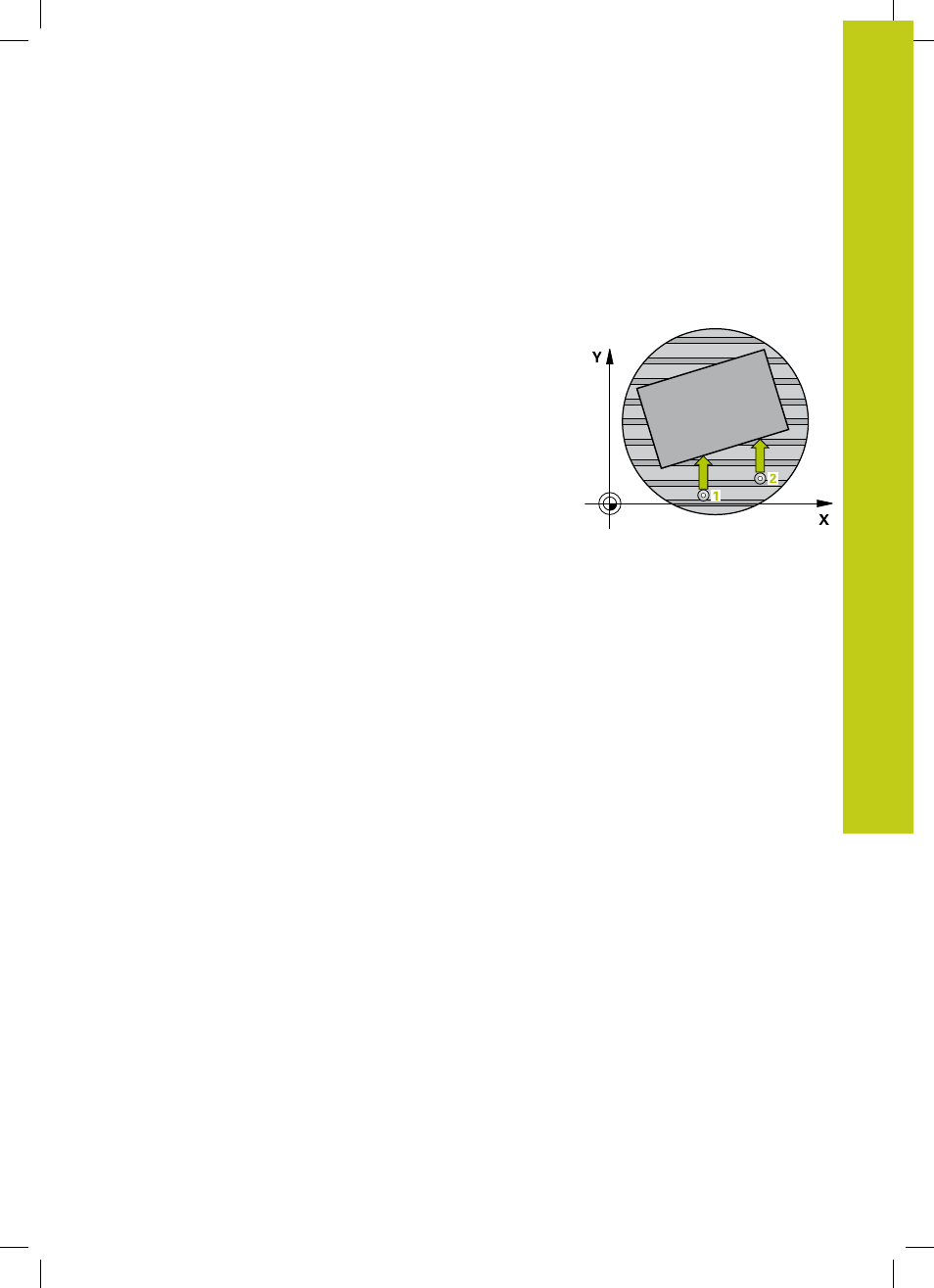
El ciclo de palpación 403 calcula la posición inclinada de la pieza,
mediante la medición de dos puntos que deben encontrarse sobre
una recta. El TNC compensa la posición inclinada de la pieza que
se ha calculado, mediante el giro del eje A, B o C. Para ello, la pieza
puede estar fijada a la mesa giratoria de cualquier forma.
1 El TNC posiciona el palpador con avance rápido (valor de la
columna
FMAX) y con lógica de posicionamiento (ver "Ejecutar
ciclos de palpación", página 306) en el punto de palpación
programado
1
. Para ello, el TNC desplaza el palpador según
la distancia de seguridad en la dirección de desplazamiento
opuesta a la determinada
2 A continuación, el palpador se desplaza hasta la altura de
medición introducida y ejecuta el primer proceso de palpación
con avance de palpación (Columna
F)
3 A continuación, el palpador se desplaza,hasta el siguiente punto
de palpación
2
y ejecuta allí el segundo proceso de palpación
4 El TNC posiciona el palpador retrocediendo hasta la altura de
seguridad y posiciona el eje de giro definido en el ciclo según
el valor determinado. Opcionalmente, se puede fijar si el TNC
debe ajustar a 0 el ángulo de giro determinado, en la tabla de
preset o en la tabla de cero piezas