Desarrollo del ciclo – HEIDENHAIN TNC 620 (81760x-02) Cycle programming Manual del usuario
Página 197
BROCHAR (Ciclo 22, DIN/ISO: G122, opción de software 19)
7.6
7
TNC 620 | Modo de Empleoprogramación de ciclos | 4/2015
197
7.6
BROCHAR (Ciclo 22, DIN/ISO: G122,
opción de software 19)
Desarrollo del ciclo
Con el ciclo 22 VACIAR se fijan los datos tecnológicos para el
desbaste.
Antes de llamar el ciclo 22 se deben programar otros ciclos:
Ciclo 14 CONTORNO o SEL CONTOUR
Ciclo 20 DATOS DEL CONTORNO
dado el caso, ciclo 21 TALADRADO PREVIO
Desarrollo del ciclo
1 El TNC posiciona la hta. sobre el punto de profundización; para
ello se tiene en cuenta la sobremedida de acabado lateral
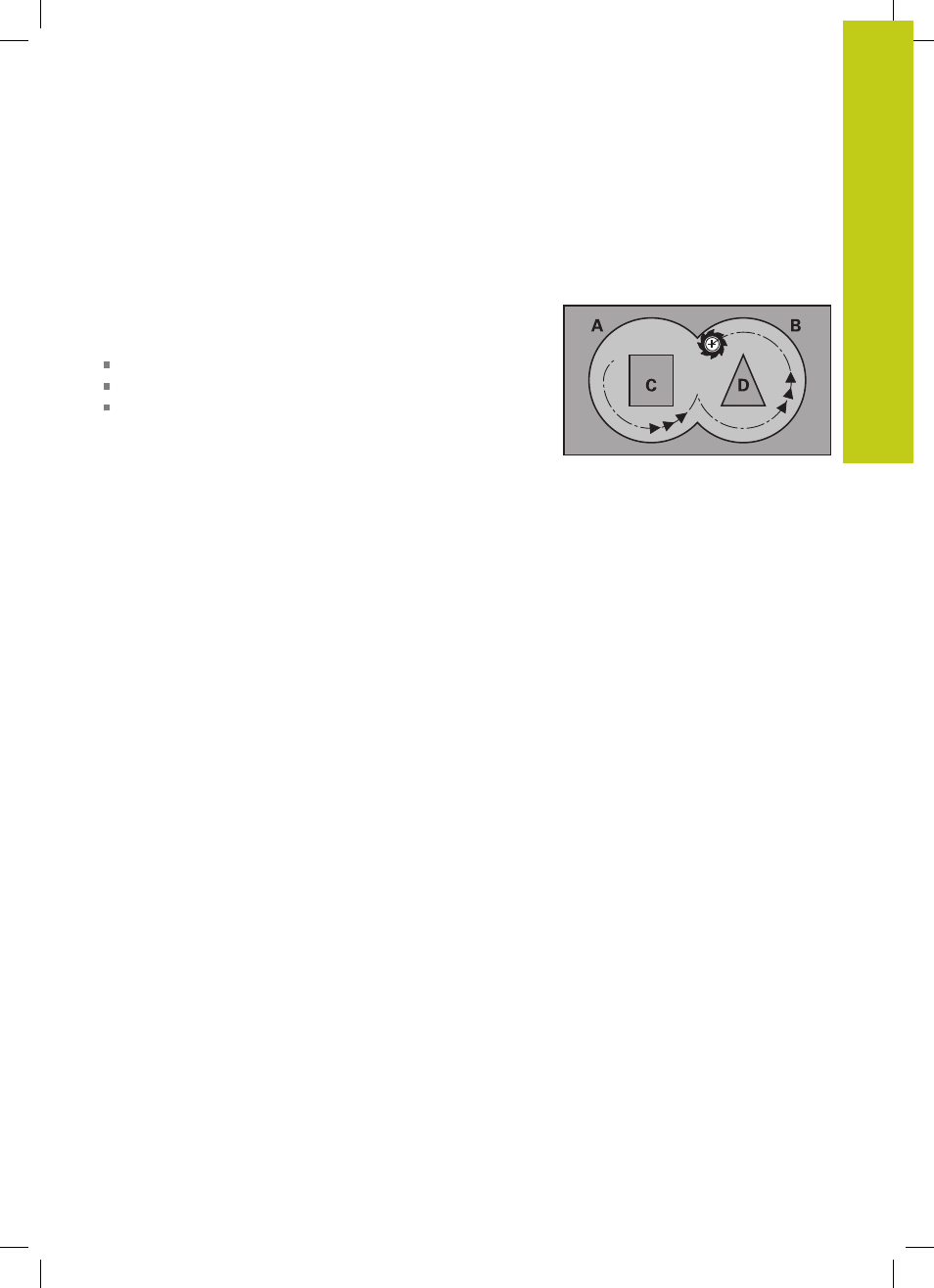
2 En la primera profundidad de pasada la hta. fresa el contorno de
dentro hacia fuera con el avance de fresado Q12
3 Para ello se fresa libremente el contorno de la isla (aquí: C/D)
con una aproximación al contorno de la cajera (aquí: A/B)
4 En el paso siguiente, el TNC desplaza la herramienta hasta
el paso de profundización siguiente y repite el proceso
de desbaste hasta que se haya alcanzado la profundidad
programada
5 Finalmente, la herramienta retrocede en el eje de la herramienta
hasta la altura segura o hasta la última posición programada
antes del ciclo Depende de parámetros ConfigDatum,
CfgGeoCycle, posAfterContPocket.