Tener en cuenta durante la programación, Parámetros de ciclo – HEIDENHAIN TNC 620 (81760x-02) Cycle programming Manual del usuario
Página 196
Ciclos de mecanizado: Cajera de contorno
7.5
PRETALADRADO (Ciclo 21, DIN/ISO: G121, opción de software 19)
7
196
TNC 620 | Modo de Empleoprogramación de ciclos | 4/2015
¡Tener en cuenta durante la programación!
En una frase
TOOL CALL, el TNC no tiene en cuenta
el valor delta programado
DR para el cálculo de los
puntos de profundización.
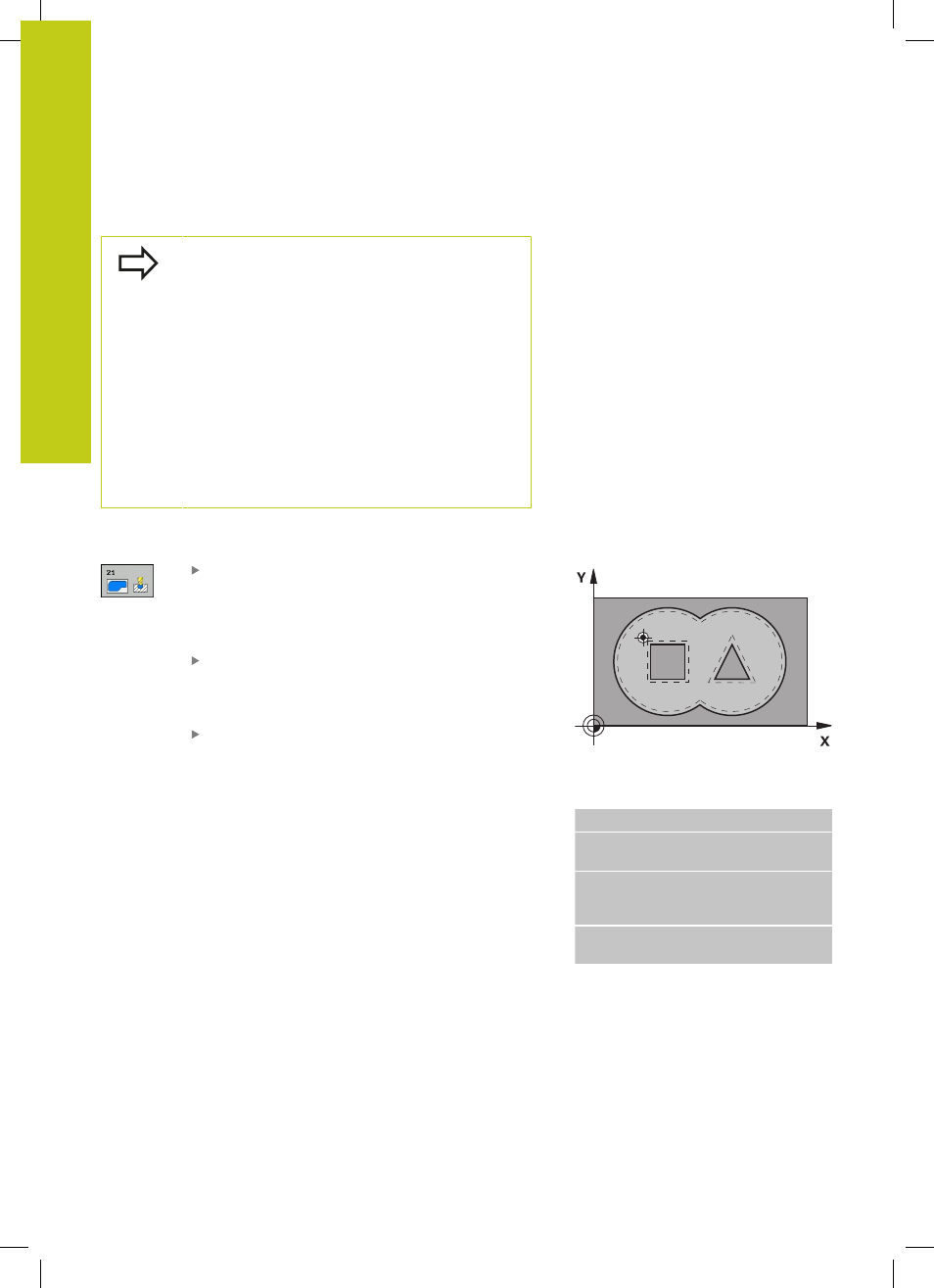
En los estrechamientos puede ser que el TNC
no pueda realizar el taladrado previo con una
herramienta que sea mayor que la herramienta de
desbaste.
Si Q13 es igual a 0, se emplean los datos de la
herramienta que se encuentra en el cabezal.
Tras la finalización del ciclo, posicionar la herramienta
en el plano no incrementalmente, sino en una
posición absoluta si se han ajustado los parámetros
ConfigDatum, CfgGeoCycle, posAfterContPocket en
ToolAxClearanceHeight.
Parámetros de ciclo
Profundidad de paso Q10 (valor incremental):
Medida, según la cual la hta. penetra cada vez en la
pieza (signo "-" cuando la dirección de mecanizado
es negativa). Campo de introducción -99999,9999 a
99999,9999
Avance al profundizar Q11: Velocidad de
desplazamiento de la herramienta durante la
profundización en mm/min. Campo de introducción
0 a 99999,9999 alternativo
FAUTO, FU, FZ
Número/nombre de hta. de desbaste Q13 o QS13:
Número o nombre de la hta. de desbaste. Campo
de introducción 0 bis 32767,9 para la introducción
del número, más 16 caracteres para la introducción
del nombre. Si se ha introducido Q13 igual a 0
se emplean los datos de la herramienta que se
encuentra en el cabezal.
Bloques NC
58 CYCL DEF 21 PRETALADRADO
Q10=+5
;PASO DE
PROFUNDIZACIÓN
Q11=100
;AVANCE DE
APROXIMACIÓN DE
PROFUNDIDAD
Q13=1
;HERRAMIENTA DE
DESBASTE