Tener en cuenta durante la programación – HEIDENHAIN TNC 620 (81760x-02) Cycle programming Manual del usuario
Página 362
Ciclos de palpación: Determinar puntos de referencia automáticamente
14.8 PUNTO DE REFERENCIA ESQUINA EXTERIOR (Ciclo 414, DIN/ISO:
G414, Opción de Software 17)
14
362
TNC 620 | Modo de Empleoprogramación de ciclos | 4/2015
¡Tener en cuenta durante la programación!
¡Atención: Peligro de colisión!
Si se fija un punto de referencia con el ciclo de
palpación (Q303 = 0) y adicionalmente se emplea
palpar eje de palpador (Q381 = 1), no podrá estar
activa ninguna conversión de coordenadas.
Antes de la definición del ciclo deberá programarse
una llamada a la herramienta para la definición del eje
del palpador.
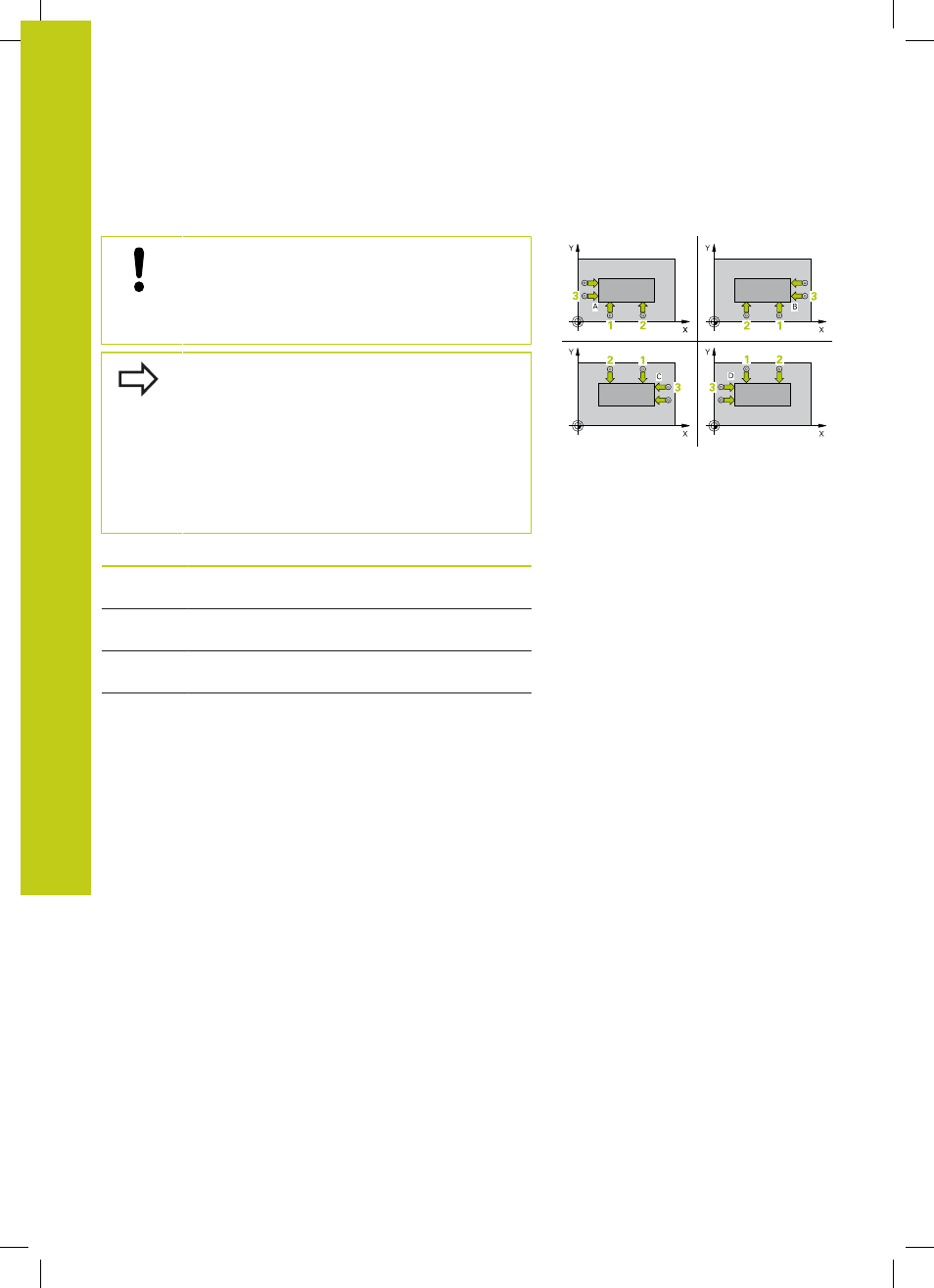
El TNC mide la primera recta siempre en dirección
del eje auxiliar del plano de mecanizado.
Mediante la posición del punto de medición
1
y
3
se fija la esquina, en la que el TNC fija el punto
de referencia (véase figura a la derecha y la tabla
siguiente).
Esquina
coordenada X
coordenada Y
A
Punto
1
mayor que
punto
3
Punto
1
menor que
punto
3
B
Punto
1
menor que
punto
3
Punto
1
menor
que punto
3
C
Punto
1
menor que
punto
3
Punto
1
mayor que
punto
3
D
Punto
1
mayor que
punto
3
Punto
1
mayor que
punto
3