Tener en cuenta durante la programación, Parámetros de ciclo – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Manual del usuario
Página 402
402
Ciclos de palpación: Controlar las piezas automáticamente
16.12 MEDIR CIR
C
UL
O DE T
A
LADR
OS (ciclo 430, DIN/ISO: G430)
¡Tener en cuenta durante la programación!
Parámetros de ciclo
U
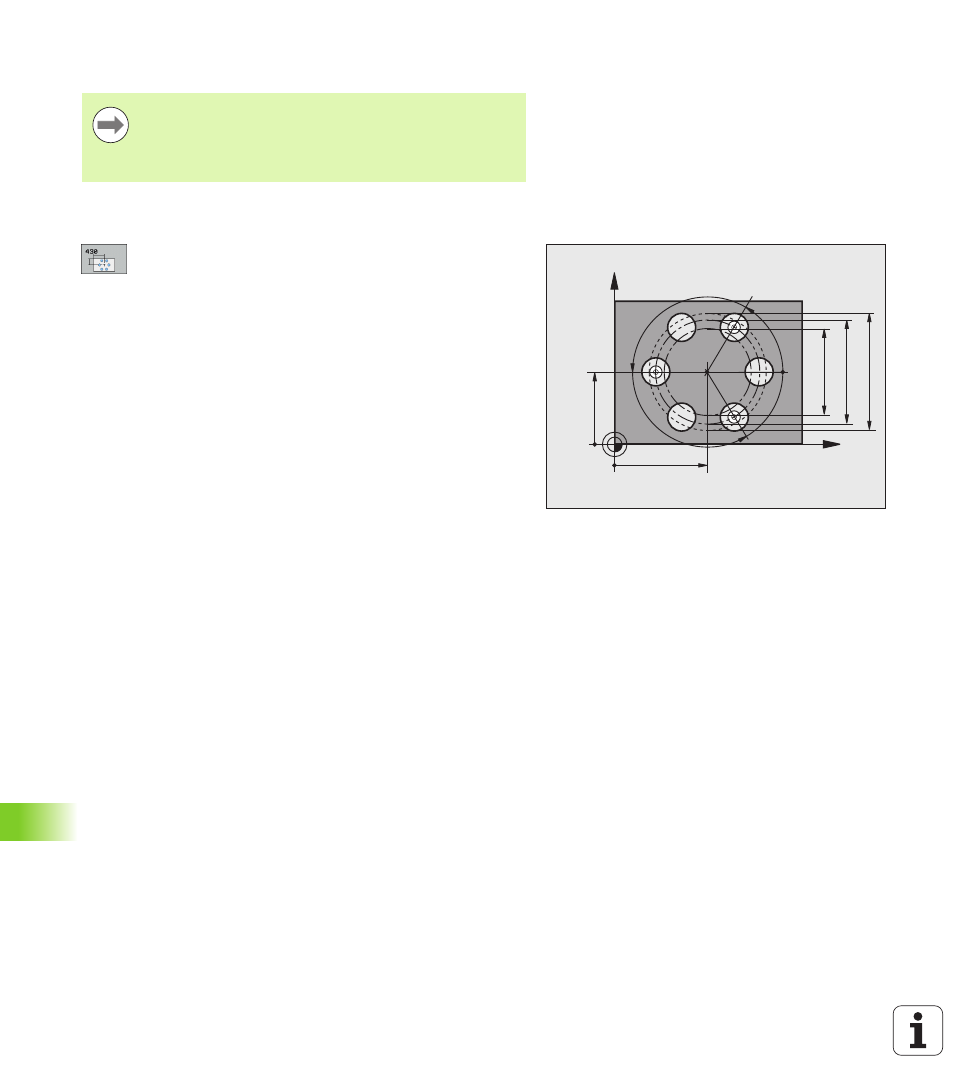
Centro 1er eje Q273 (valor absoluto): Centro del
círculo de taladros (valor nominal) en el eje principal
del plano de mecanizado. Campo de introducción
-99999,9999 a 99999.9999
U
Centro 2º eje Q274 (valor absoluto): Centro del círculo
de taladros (valor nominal) en el eje auxiliar del plano
de mecanizado. Campo de introducción -99999,9999
a 99999.9999
U
Diámetro nominal Q262: Introducir el diámetro del
círculo de taladros. Campo de introducción 0 a
99999,9999
U
Ángulo 1er taladro Q291 (valor absoluto): ángulo en
coordenadas polares del primer punto central del
taladro en el plano de mecanizado. Campo de
introducción -360,0000 360,0000
U
Ángulo 2º taladro Q292 (valor absoluto): ángulo en
coordenadas polares del segundo punto central del
taladro en el plano de mecanizado. Campo de
introducción -360,0000 360,0000
U
Ángulo 3er taladro Q293 (valor absoluto): ángulo en
coordenadas polares del tercer punto central del
taladro en el plano de mecanizado. Campo de
introducción -360,0000 360,0000
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
El ciclo 430 sólo efectúa la supervisión de rotura, no la
corrección automática de herramientas.
X
Y
Q291
Q293
Q292
Q274
±Q280
Q273
±Q279
Q289
Q262
Q288