Tener en cuenta durante la programación, Parámetros de ciclo – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Manual del usuario
Página 352
352
Ciclos de palpación: Determinar puntos de referencia automáticamente
15.12 PT
O
. DE REF
. CENTR
O
4 T
A
LADR
OS (ciclo 41
8, DIN/ISO:
G41
8
)
¡Tener en cuenta durante la programación!
Parámetros de ciclo
U
1er centro taladro eje1 Q268 (valor absoluto):
Punto central del 1er taladro en el eje principal del
plano de mecanizado. Campo de introducción
-99999,9999 a 99999.9999
U
1er centro taladro eje 2 Q269 (valor absoluto):
Punto central del 1er taladro en el eje transversal
del plano de mecanizado. Campo de introducción
-99999,9999 a 99999.9999
U
2er centro taladro eje1 Q270 (valor absoluto):
Punto central del 2º taladro en el eje principal del
plano de mecanizado. Campo de introducción
-99999,9999 a 99999.9999
U
2er centro taladro eje 2 Q271 (valor absoluto):
Punto central del 2º taladro en el eje transversal del
plano de mecanizado. Campo de introducción
-99999,9999 a 99999.9999
U
3er centro taladro eje1 Q316 (valor absoluto):
Punto central del 3er taladro en el eje principal del
plano de mecanizado. Campo de introducción
-99999,9999 a 99999.9999
U
3er centro taladro eje 3 Q317 (valor absoluto):
Punto central del 3er taladro en el eje transversal
del plano de mecanizado. Campo de introducción
-99999,9999 a 99999.9999
U
4º centro taladro eje1 Q318 (valor absoluto):
Punto central del 4º taladro en el eje principal del
plano de mecanizado. Campo de introducción
-99999,9999 a 99999.9999
U
4º centro taladro eje 4 Q319 (valor absoluto):
Punto central del 4º taladro en el eje transversal del
plano de mecanizado. Campo de introducción
-99999,9999 a 99999.9999
U
Altura de la medición en el eje del palpador Q261
(valor absoluto): Coordenada del centro de la bola
(=punto de contacto) en el eje de palpación, desde la
cual se quiere realizar la medición. Campo de
introducción -99999,9999 a 99999.9999
U
Altura de seguridad Q260 (valor absoluto):
Coordenada en el eje del palpador, en la cual no se
puede producir ninguna colisión entre el palpador y la
pieza. Campo de introducción -99999,9999 a
99999.9999
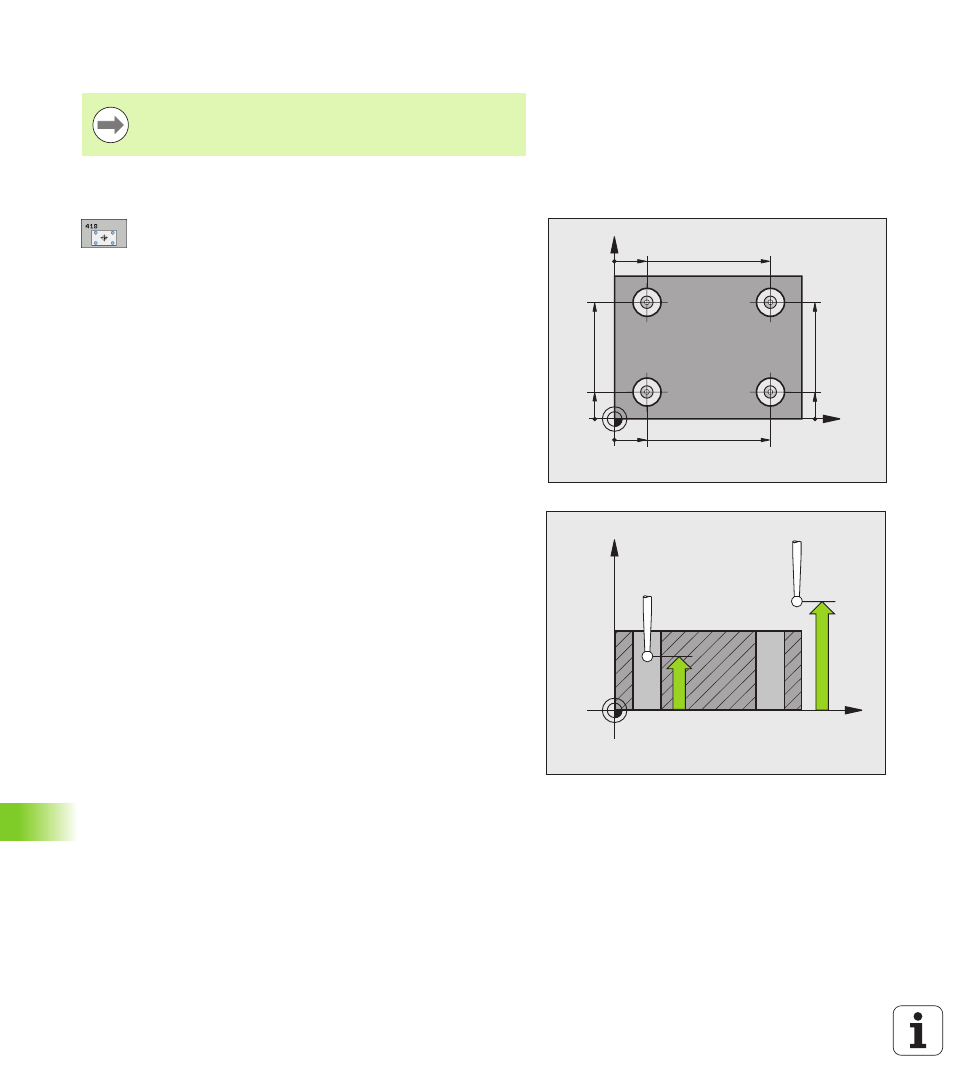
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
X
Y
Q269
Q268
Q270
Q317
Q271
Q318
Q316
Q319
X
Z
Q261
Q260