HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Manual del usuario
Página 144
144
Ciclos de mecanizado: Fresado de cajeras / Fresado de islas / Fresado de ranuras
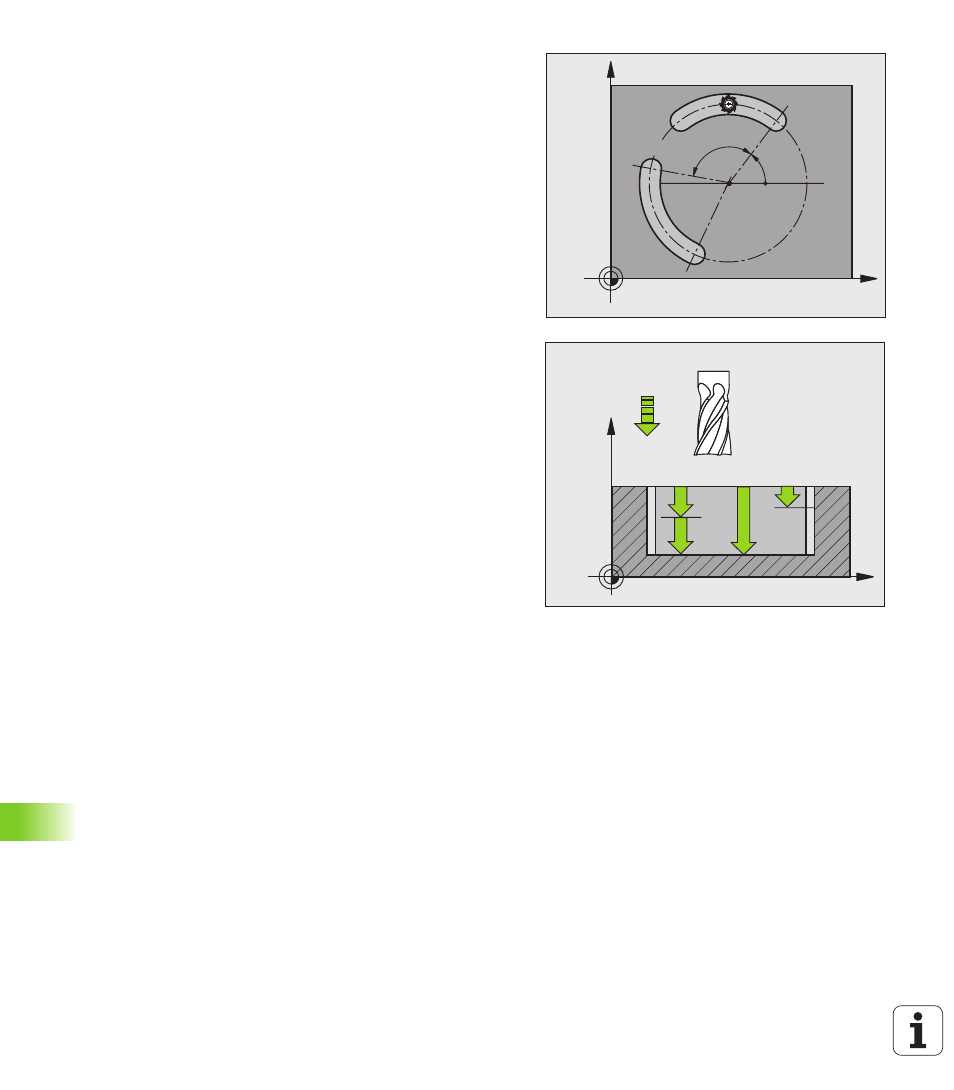
5.5 RANURA CIR
C
ULAR (ciclo
254, DIN/ISO: G254, opción de Sof
tw
a
re
A
d
v
a
nced pr
ogr
a
mming f
eat
ur
es)
U
Paso angular
Q378 (valor absoluto): Angulo sobre el
que gira toda la ranura. El centro del giro está situado
en el centro del círculo graduado . Campo de
introducción -360,000 a 360,000
U
Número de mecanizados
Q377: Número de
mecanizados sobre el círculo técnico. Campo de
introducción 1 bis 99999
U
Avance fresado
Q207: Velocidad de desplazamiento
de la hta. durante el fresado en mm/min. Campo de
introducción 0 a 99999,9999 alternativo FAUTO, FU, FZ
U
Tipo de fresado
Q351: Tipo de fresado con M3:
+1 = Fresado sincronizado
–1 = Fresado a contramarcha
U
Profundidad
Q201 (valor incremental): Distancia entre
la superficie de la pieza y la base de la ranura. Campo
de introducción -99999,9999 a 99999.9999
U
Profundidad de paso
Q202 (valor incremental):
Medida, según la cual la hta. penetra cada vez en la
pieza; introducir un valor mayor que 0. Campo de
introducción 0 a 99999,9999
U
Sobremedida de acabado en profundidad
Q369 (valor
incremental): Sobremedida de acabado para la
profundidad. Campo de introducción 0 a 99999,9999
U
Avance al profundizar
Q206: Velocidad de
desplazamiento de la hta. durante el desplazamiento
a profundidad en mm/min. Campo de introducción 0 a
99999,9999 alternativo FAUTO, FU, FZ
U
Paso de acabado
Q338 (v. incremental): Medida,
según la cual se desplaza la hta. en el eje de la misma
para el acabado. Q338=0: Acabado en un solo paso.
Campo de introducción 0 a 99999,9999
X
Y
Q376
Q378
X
Z
Q201
Q206
Q202
Q338