Parámetros de ciclo – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Manual del usuario
Página 185
HEIDENHAIN TNC 620
185
7.
8 A
C
ABADO LA
TERAL (ciclo 24, DI
N/ISO: G124, opción de Sof
tw
a
re
A
d
v
a
nced pr
ogr
a
mming f
eat
ur
es)
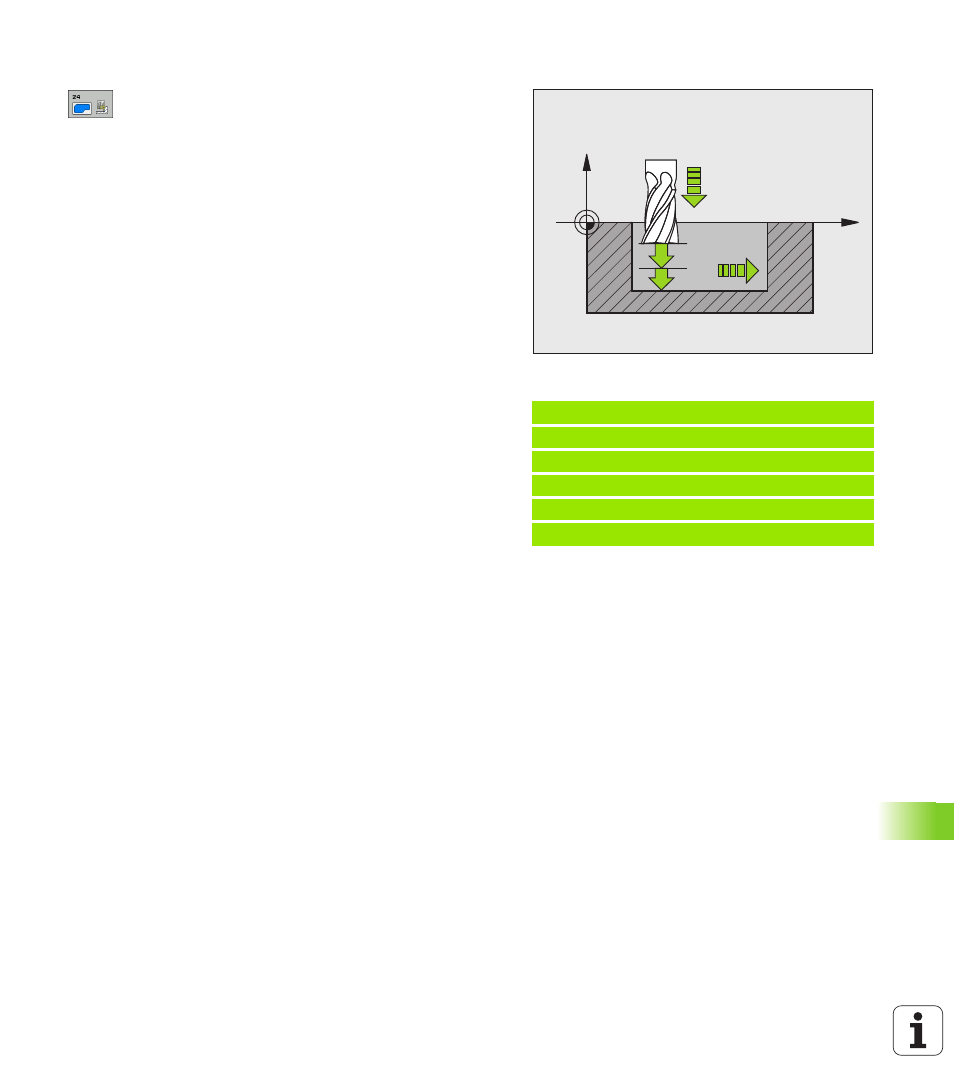
Parámetros de ciclo
U
¿Sentido de giro ? Sentido horario = -1 Q9:
Dirección del mecanizado:
+1:Giro en sentido antihorario
-1:Giro en sentido horario
U
Profundidad de paso Q10 (valor incremental):
Medida, según la cual la hta. penetra cada vez en la
pieza Campo de entrada -99999,9999 hasta
99999,9999
U
Avance al profundizar Q11: Avance al profundizar.
Campo de introducción 0 a 99999,9999 alternativo
FAUTO, FU, FZ
U
Avance para desbaste Q12: Avance de fresado.
Campo de introducción 0 a 99999,9999 alternativo
FAUTO, FU, FZ
U
Sobremedida de acabado lateral Q14 (valor
incremental): Sobremedida para varios acabados;
cuando Q14=0 se desbasta la última distancia de
acabado. Campo de introducción -99999,9999 a
99999.9999
Ejemplo: Bloques NC
61 CYCL DEF 24 ACABADO LATERAL
Q9=+1
;SENTIDO DE GIRO
Q10=+5
;PROFUNDIDAD DE PASO
Q11=100
;AVANCE AL PROFUNDIZAR
Q12=350
;AVANCE DE DESBASTE
Q14=+0
;SOBREMEDIDA LATERAL
X
Z
Q11
Q12
Q10