Tener en cuenta durante la programación, Parámetros de ciclo – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Manual del usuario
Página 333
HEIDENHAIN TNC 620
333
15.7 PT
O
. REF
. CIR
C
UL
O EXTE
RIOR (ciclo 413, DIN/ISO: G413)
¡Tener en cuenta durante la programación!
Parámetros de ciclo
U
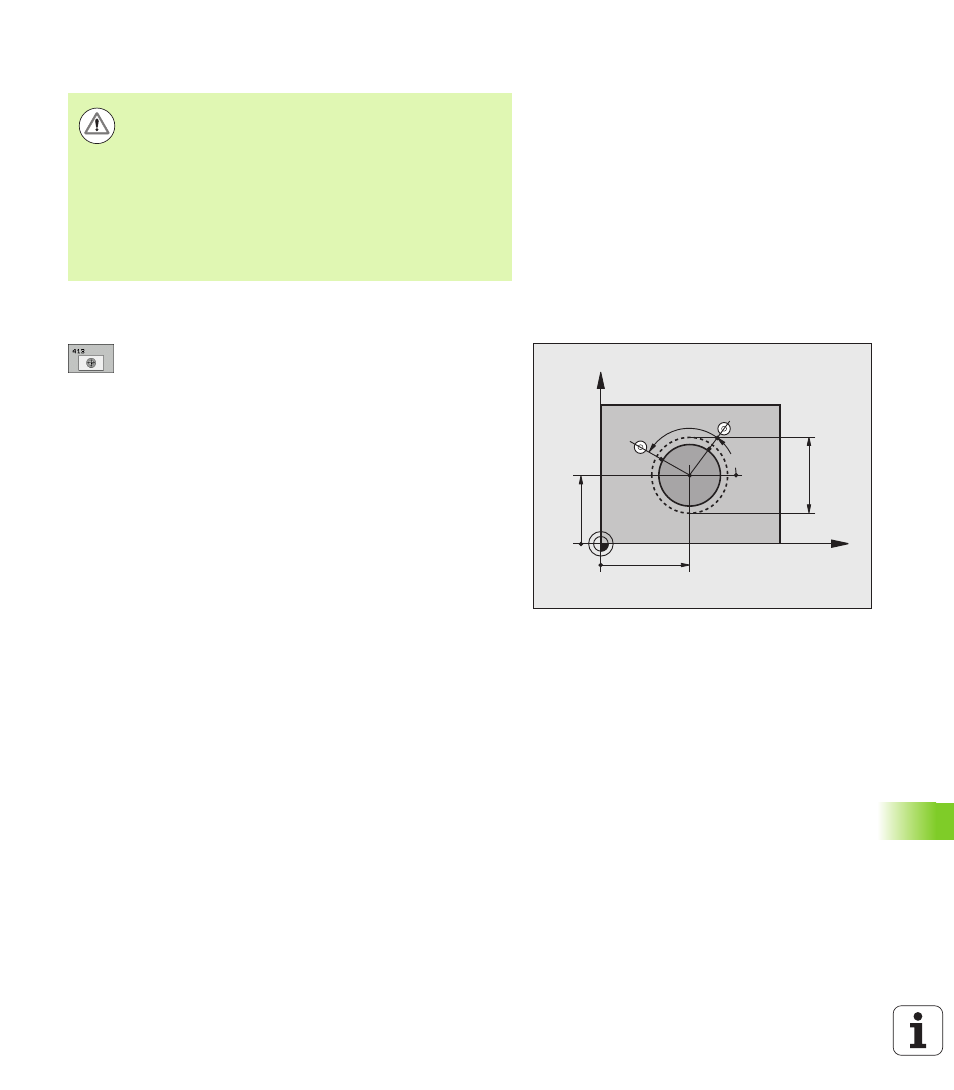
Centro 1er eje Q321 (valor absoluto): Centro de la isla
en el eje principal del plano de mecanizado. Campo de
introducción -99999,9999 a 99999.9999
U
Centro 2º eje Q322 (valor absoluto): Centro de la isla
en el eje auxiliar del plano de mecanizado Cuando se
programa Q322 = 0, el TNC orienta el centro del
taladro sobre el eje Y positivo, cuando Q322 es
distinto de 0, el TNC orienta el centro del taladro
sobre la posición nominal. Campo de introducción
-99999,9999 a 99999.9999
U
Diámetro nominal Q262: Diámetro aproximado de la
isla. Introducir un valor superior al estimado. Campo
de introducción 0 a 99999,9999
U
Ángulo inicial Q325 (valor absoluto): ángulo entre el
eje principal del plano de mecanizado y el primer
punto de palpación. Campo de introducción
-360,0000 360,0000
U
Paso angularQ247 (valor incremental): Angulo entre
dos puntos de medición, el signo del paso angular
determina la dirección de giro ( - = sentido horario), en
la cual se desplaza el palpador hacia el siguiente punto
de medición. Si se quieren medir arcos de círculo,
deberá programarse un paso angular menor a 90°.
Campo de introducción -120,0000 120,0000
¡Atención: Peligro de colisión!
Para evitar que el palpador colisione con la pieza, deberá
indicarse el diámetro nominal de la isla mayora lo
estimado.
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
Cuando menor sea el paso angular Q247 programado,
más impreciso será el punto de referencia calculado por el
TNC. Valor de introducción mínimo: 5°.
X
Y
Q322
Q321
Q262
Q325
Q247