HEIDENHAIN iTNC 530 (340 49x-02) Manual del usuario
Página 205
HEIDENHAIN iTNC 530
205
6.2 Nociones básicas sobr
e los tipos de tr
a
y
e
ct
or
ia
Corrección del radio
La corrección de radio debe estar en la frase en la cual se realiza la
aproximación al primer tramo del contorno. La corrección de radio no
puede empezar en una frase con una trayectoria circular. Dicha
corrección se programa antes en una frase lineal (véase "Movimientos
de trayectoria - Coordenadas cartesianas", pág. 214) o en una frase de
aproximación (frase APPR, véase "Aproximación y salida del contorno",
pág. 207).
Posicionamiento previo
Posicionar la herramienta al inicio de un programa de mecanizado de
forma que la herramienta no pueda dañar la pieza.
Elaboración de frases de pgm con las teclas de tipos de
trayectoria
Con las teclas grises para los tipos de trayectoria se abre el diálogo en
texto claro. El TNC pregunta sucesivamente por los datos necesarios
y añade esta frase en el programa de mecanizado.
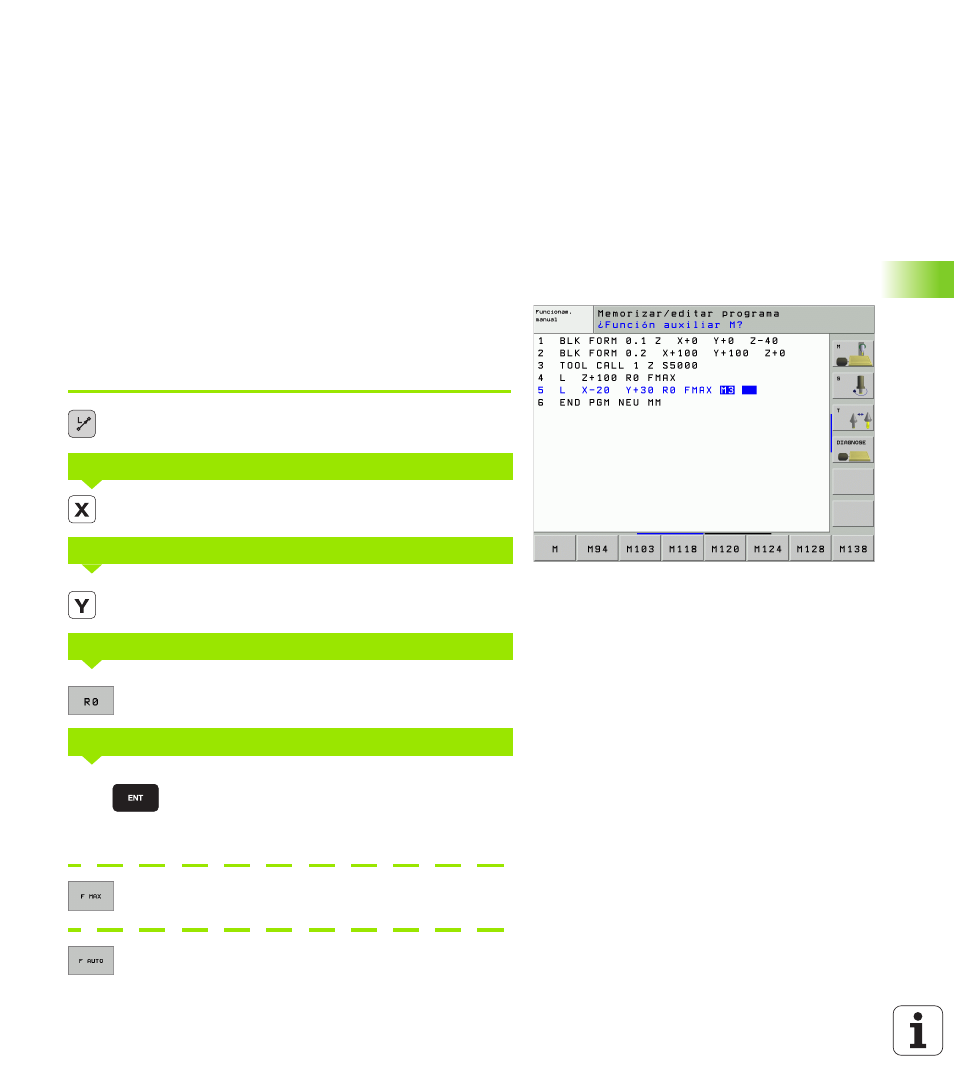
Ejemplo: Programación de una recta
Abrir el diálogo de programación, p.ej, recta
Introducir las coordenadas del punto final de la recta,
p.ej., -20 en X
Introducir las coordenadas del punto final de la recta,
p.ej., -30 en Y, confirmar con la tecla ENT
Seleccionar la corrección de radio: p.ej., pulsar la
softkey R0, la herramienta se desplaza sin corrección
Introducir el avance y confirmar con la tecla ENT: P.ej.
100 mm/min. En la programación en pulgadas: La
introducción de 100 corresponde a un avance de 10
pulgadas/min
Desplazamiento en marcha rápida: Pulsar la softkey
FMAX, o bien
Desplazamiento con el avance que está definido en la
frase TOOL CALL: pulsar la softkey FAUTO
COORDENADAS ?
COORDENADAS ?
CORR. RADIO: RL/RR/SIN CORREC.?
AVANCE F=? / F MAX = ENT
100