100 amperios, H35 y n, Protección de n – Hypertherm HD3070 Plasma Arc Cutting System w/ Manual Gas Console Manual del usuario
Página 47
OPERACIÓN
HD3070
(con consola manual de gases) Manual del operador
2-33
CORTE
6/15/99
Tablas de datos operativos (de corte) antorcha PAC186
Aluminio – Corte de 100 amperios
Plasma de H35 y N
2
/Protección de N
2
Caudales de la prueba
Caudales de la prueba
de corte (%)
de preflujo * (%)
Distancia
Espesor
Plasma
Protección
Preflujo
Voltaje
antorcha-
Velocidad de
Altura inicial
Demora de
del material
H35
N
2
N
2
N
2
N
2
N
2
del arco
pieza*
desplazamiento
de perforación
perforado
(Pulg)
(mm)
(azul)
(azul)
(azul)
(voltios)
(mm)
(m/min.)
(mm)
(potenc.) (seg)
1⁄4
6,4
30
30
60
60
45
45
145
4,0
2,5
6,0
0
0,1
3⁄8
9,5
149
4,0
1,8
6,0
0,5
0,2
1⁄2
12,7
155
4,0
1,1
6,0
1
0,3
Las presiones de entrada del gas de H35 y N
2
deben ser entre 7,2 y 9,2 bar para todos los espesores de material.
El caudal del H35 debe ser de 2407 litros por hora a la escala completa.
* La tolerancia de la distancia antorcha-pieza es de ± 0,125 mm. Cuando se usa una THC, la tolerancia es
de ± 1 voltio.
Consumibles contra-antihorarios están disponibles para corte de imagen de espejo.
Si ocurren problemas con el proceso de cortar, y las tasas de flujo no parecen correctas, refiérase a Ia Sección 3,
Mantenimiento, Chequeos de la Contra Presión del Sistema de Gas.
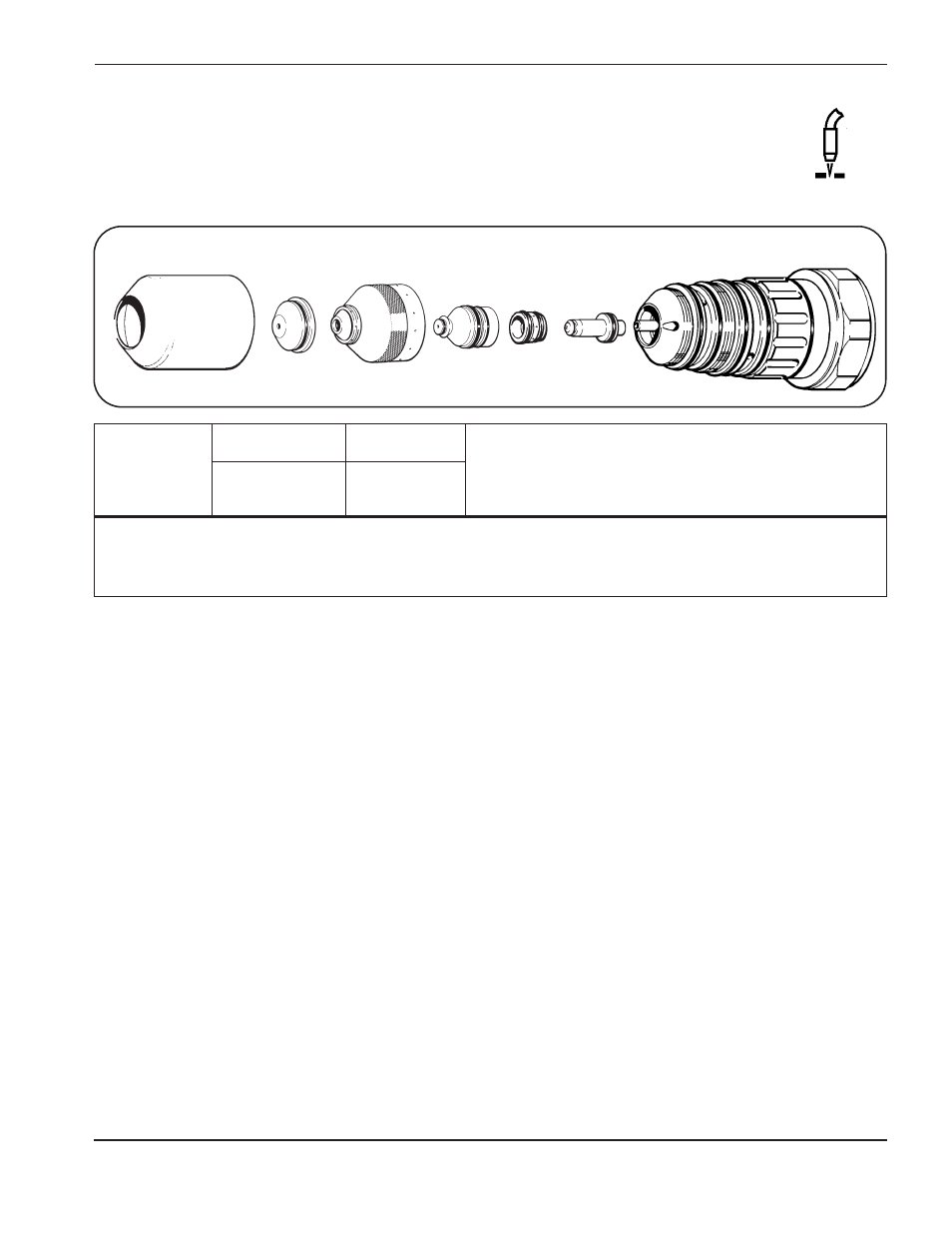
Aislador
120594
Boquilla
120591
Electrodo
120589
Capuchón de
retención
120592
Difusor
020590
Antorcha PAC186
120349
Capuchón aislador
020634/020687