Parámetros de ciclo, 9 t o rnear cont orno l o ngitudinal (ciclo 81 0) – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Manual del usuario
Página 302
302
Ciclos: Tornear
13.9 T
O
RNEAR CONT
ORNO L
O
NGITUDINAL (ciclo 81
0)
Parámetros de ciclo
U
Perímetro de mecanizado
Q215: determinar
perímetro de mecanizado:
0: Desbaste y Acabado
1: Sólo Desbaste
2: Sólo acabado a cota de acabado
3: Sólo acabado a sobremedida
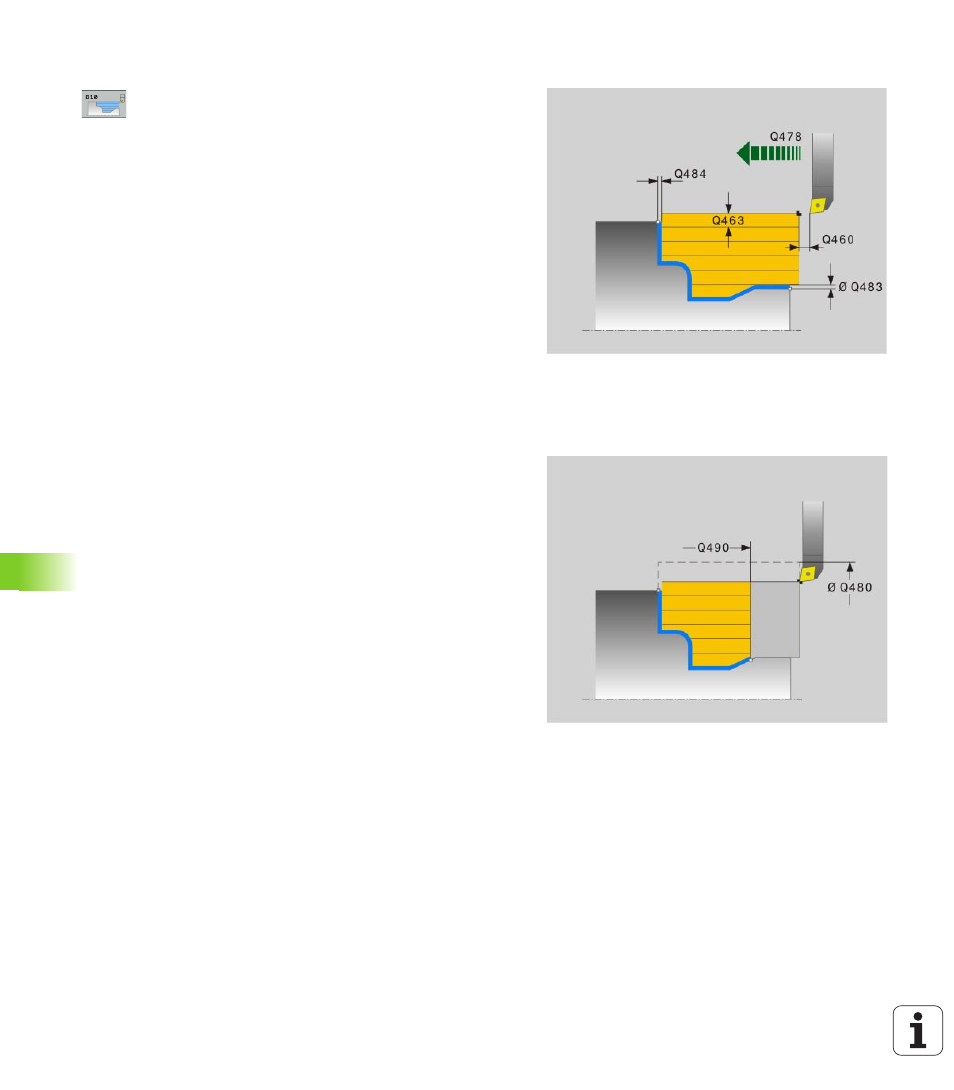
U
Distancia de seguridad
Q460 (valor incremental):
Distancia para movimiento de retirada y
preposicionamiento
U
Invertir contorno
Q499: Determinar dirección de
mecanizado del contorno:
0: Contorno se ejecuta en la dirección programada
1: Contorno se ejecuta de manera invertida a la
dirección programada
U
Profundidad de corte máx.
Q463: Aproximación máx.
(valor de radio) en dirección radial. La aproximación se
distrinuye uniformemente para evitar cortes
deslizantes.
U
Avance de desbaste:
Q478: Velocidad de avance
durante el desbaste. Si se ha programado M136, el
TNC interpreta el avance en milímetros por
revolución, sin M136 en milímetros por minuto.
U
Sobremedida diámetro
Q483: Sobremedida de
diámetro sobre el contorno definido
U
Sobremedida Z
Q484: Sobremedida sobre el contorno
definido en dirección axial