HEIDENHAIN TNC 640 (34059x-01) Cycle programming Manual del usuario
Página 234
234
Ciclos de mecanizado: Planeado
1
0
.4 FRESADO PLANO (c
iclo 232, DIN/ISO: G232)
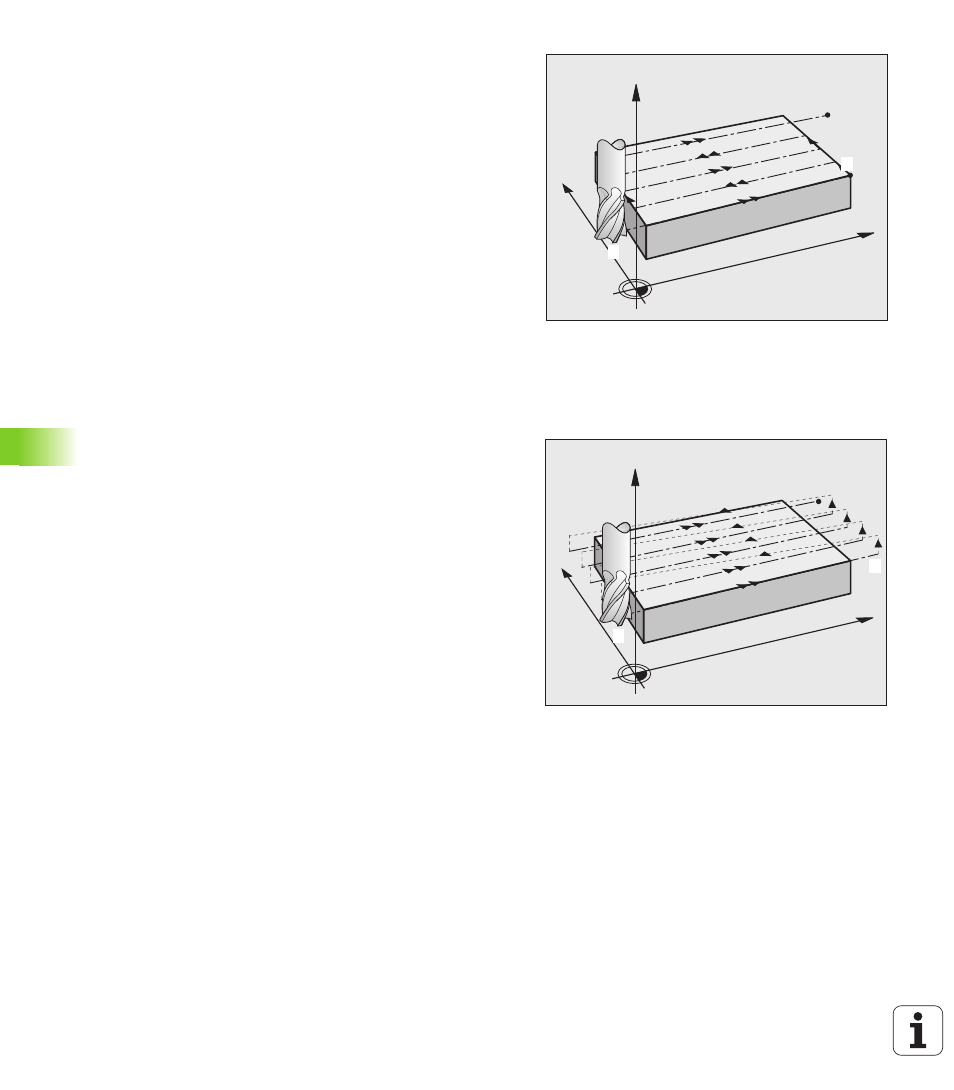
Estrategia Q389=1
3
Después la hta. se desplaza con el avance de fresado programado
sobre el punto final
2
El punto final se situa dentro de la superficie,
el TNC lo calcula mediante el punto de arranque programado, la
longitud programada y el radio de la herramienta
4
El TNC desplaza la herramienta con avance de posicionamiento
previo transversal sobre el punto de partida de la siguiente línea; el
TNC calcula este desplazamiento con la anchura, el radio de la
herramienta y el factor de solapamiento de trayectoria máximo
5
Después la herramienta retrocede nuevamente en dirección del
punto de arranque
1
. El desplazamiento a la próxima línea se
consigue de nuevo dentro de la pieza
6
El proceso se repite hasta mecanizar completamente la superficie
programada. Al final de la última trayectoria se realiza la
aproximación a la próxima profundidad de mecanizado
7
Para evitar recorridos en vacío, la superficie se mecaniza a
continuación en dirección opuesta
8
El proceso se repite hasta que estén ejecutadas todas las
aproximaciones. En la última aproximación se fresa finalmente la
sobremedida de acabado introducida en el avance de acabado
9
Al final el TNC retira la hta. con FMAX a la 2ª distancia de seguridad
Estrategia Q389=2
3
Después la hta. se desplaza con el avance de fresado programado
sobre el punto final
2
El punto final se sitúa fuera de la superficie,
el TNC lo calcula mediante el punto de arranque programado, la
longitud programada, la distancia de seguridad lateral y el radio de
la herramienta programados
4
El TNC desplaza a la herramienta en el eje de cabezal a la distancia
de seguridad mediante la profundidad de aproximación actual y
retrocede con el avance de posicionamiento previo directamente
al punto de arranque de la próxima línea. El TNC calcula el
desplazamiento desde el ancho programado, el radio de la
herramienta y el factor de solapamiento de la trayectoria máximo
5
Después la herramienta se desplaza nuevamente a la profundidad
de aproximación actual y a continuación de nuevo en dirección del
punto final
2
6
El proceso de planeado se repite hasta mecanizar completamente
la superficie programada. Al final de la última trayectoria se realiza
la aproximación a la próxima profundidad de mecanizado
7
Para evitar recorridos en vacío, la superficie se mecaniza a
continuación en dirección opuesta
8
El proceso se repite hasta que estén ejecutadas todas las
aproximaciones. En la última aproximación se fresa finalmente la
sobremedida de acabado introducida en el avance de acabado
9
Al final el TNC retira la hta. con FMAX a la 2ª distancia de seguridad
X
Y
Z
1
2
X
Y
Z
1
2