Powermax – Hypertherm Powermax45 Rev.2 Manual del usuario
Página 71
operación
powermax
45
Manual de servicio
4-11
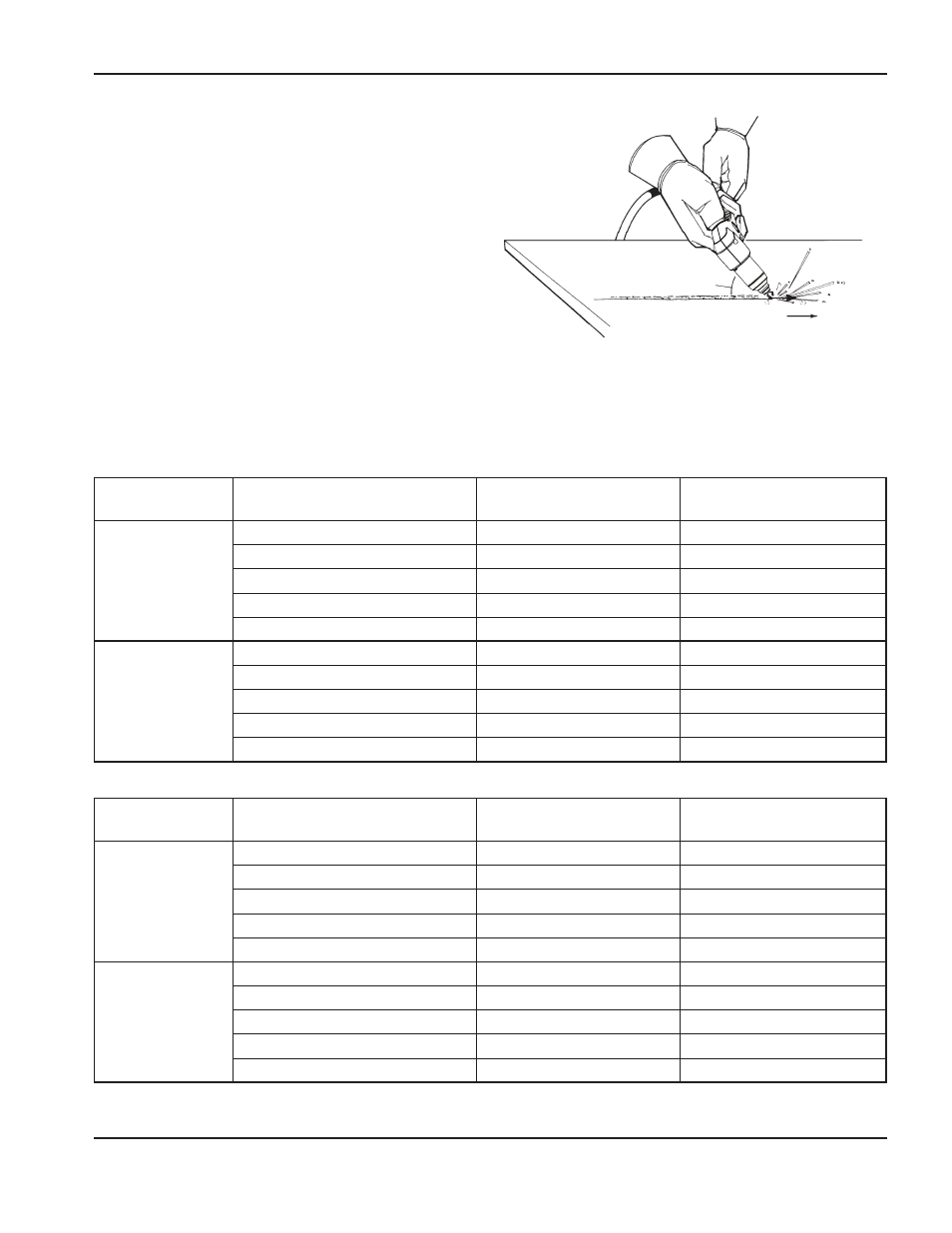
3. Mantener un ángulo de cerca de 45° respecto
a la pieza a cortar a medida de irse introduciendo
en la ranura.
En otras palabras, empujar el arco de plasma en
dirección de la ranura que se quiere hacer. Dejar
un pequeño espacio entre la punta de la antorcha
y el metal fundido para evitar reducir la duración
de los consumibles o dañar la antorcha.
Cambiar el ángulo de la antorcha modifica las medidas
de la ranura.
Nota: para mayor protección de la antorcha y las manos se ofrece un protector de calor (número de pieza 220049).
Puede modificar la profundidad de la ranura variando el ángulo entre la antorcha y la pieza a cortar. Las siguientes
tablas muestran el perfil de la ranura a 45° y a 60° en acero al carbono y acero inoxidable.
Perfil de la ranura en acero al carbono
ángulo de
la antorcha
Velocidad
Ancho
Profundidad
45°
254 mm/min (10 pulg/min)
7,75 mm
1,05 mm
508 mm/min (20 pulg/min)
6,50 mm
2,94 mm
762 mm/min (30 pulg/min)
5,76 mm
1,87 mm
1016 mm/min (40 pulg/min)
5,30 mm
1,31 mm
1270 mm/min (50 pulg/min)
4,73 mm
1,03 mm
60°
254 mm/min (10 pulg/min)
8,06 mm
4,18 mm
508 mm/min (20 pulg/min)
6,15 mm
2,39 mm
762 mm/min (30 pulg/min)
6,00 mm
1,39 mm
1016 mm/min (40 pulg/min)
5,80 mm
1,21 mm
1270 mm/min (50 pulg/min)
4,61 mm
0,73 mm
Perfil de la ranura en acero inoxidable
ángulo de
la antorcha
Velocidad
Ancho
Profundidad
45°
254 mm/min (10 pulg/min)
6,37 mm
3,05 mm
508 mm/min (20 pulg/min)
5,74 mm
1,96 mm
762 mm/min (30 pulg/min)
5,28 mm
1,09 mm
1016 mm/min (40 pulg/min)
4,83 mm
1,73 mm
1270 mm/min (50 pulg/min)
4,42 mm
1,47 mm
60°
254 mm/min (10 pulg/min)
6,55 mm
5,92 mm
508 mm/min (20 pulg/min)
6,42 mm
2,01 mm
762 mm/min (30 pulg/min)
5,92 mm
1,45 mm
1016 mm/min (40 pulg/min)
5,36 mm
1,10 mm
1270 mm/min (50 pulg/min)
5,09 mm
0,82 mm
Dirección de avance
45°