Parámetros de ciclo – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming Manual del usuario
Página 89
HEIDENHAIN iTNC 530
89
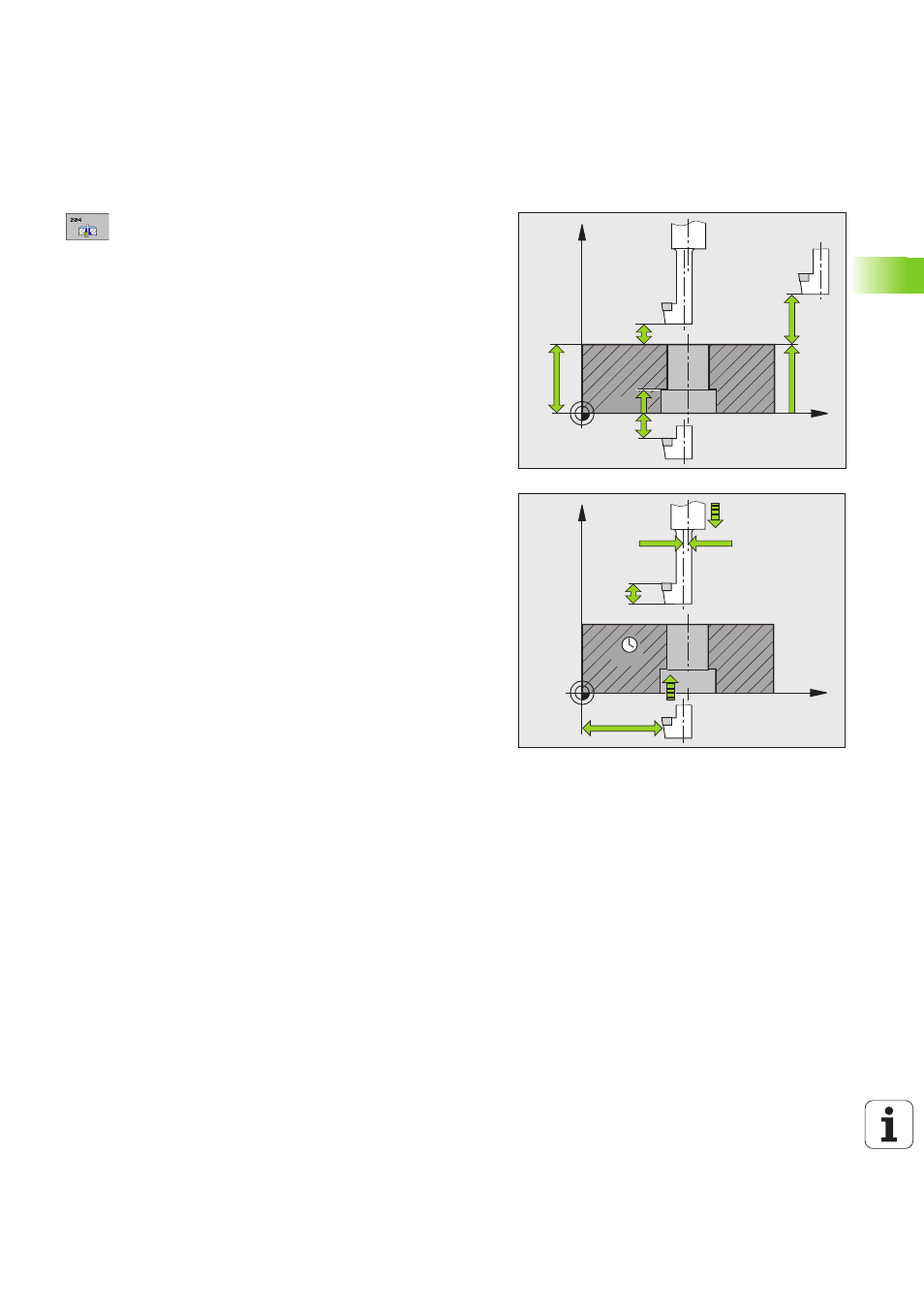
3.7 REBAJE INVER
SO (ciclos 204, DIN/ISO: G204)
Parámetros de ciclo
U
Distancia de seguridad
Q200 (valor incremental):
Distancia entre el extremo de la hta. y la superficie de
la pieza Campo de introducción 0 hasta 99999,9999
alternativo PREDEF
U
Profundidad de rebaje
Q249 (valor
incremental): distancia entre la cara inferior de
la pieza y la cara superior del rebaje. El signo
positivo realiza la profundización en la
dirección positiva del eje de la hta. Campo de
introducción -99999,9999 a 99999.9999
U
Espesor del material
Q250 (valor incremental):
espesor de la pieza. Campo de introducción 0,0001
a 99999,9999
U
Medida excéntrica
Q251 (valor incremental):
medida de excentricidad de la herramienta; sacar de
la hoja de datos de la hta. Campo de introducción
0,0001 a 99999,9999
U
Altura de corte
Q252 (valor incremental): distancia
del canto inferior de la barra de taladrado a la cuchilla
principal; sacar de la hoja de datos de la hta. Campo
de introducción 0,0001 a 99999,9999
U
Avance de preposicionamiento
Q253: Velocidad de
desplazamiento de la hta. al profundizar en la pieza o
bien al salir de la pieza en mm/min. Campo de
introducción 0 a 99999,999 alternativo FMAX, FAUTO,
PREDEF
U
Avance de rebaje
Q254: Velocidad de desplazamiento
de la hta. durante el rebaje en mm/min. Campo de
introducción 0 a 99999,9999 alternativo FAUTO, FU
U
Tiempo de espera
Q255: tiempo de espera en
segundos en la base de la profundización. Campo de
introducción 0 a 3600,000
X
Z
Q250
Q203
Q204
Q249
Q200
Q200
X
Z
Q255
Q254
Q214
Q252
Q253
Q251