Parámetros de ciclo – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming Manual del usuario
Página 210
210
Ciclos de mecanizado: Cajera de contorno, trazados de contorno
7.
1
1
RANURA CONT
ORNO TR
OCOID
A
L (ciclo 275, DIN/ISO: G275)
Parámetros de ciclo
U
Tipo de mecanizado (0/1/2)
Q215: Determinación
del tipo de mecanizado:
0: Desbaste y Acabado
1: Sólo Desbaste
2: Sólo Acabado
El TNC realiza el acabado lateral también en el caso de
que se haya definido la sobremedida de acabado
(Q368) con 0.
U
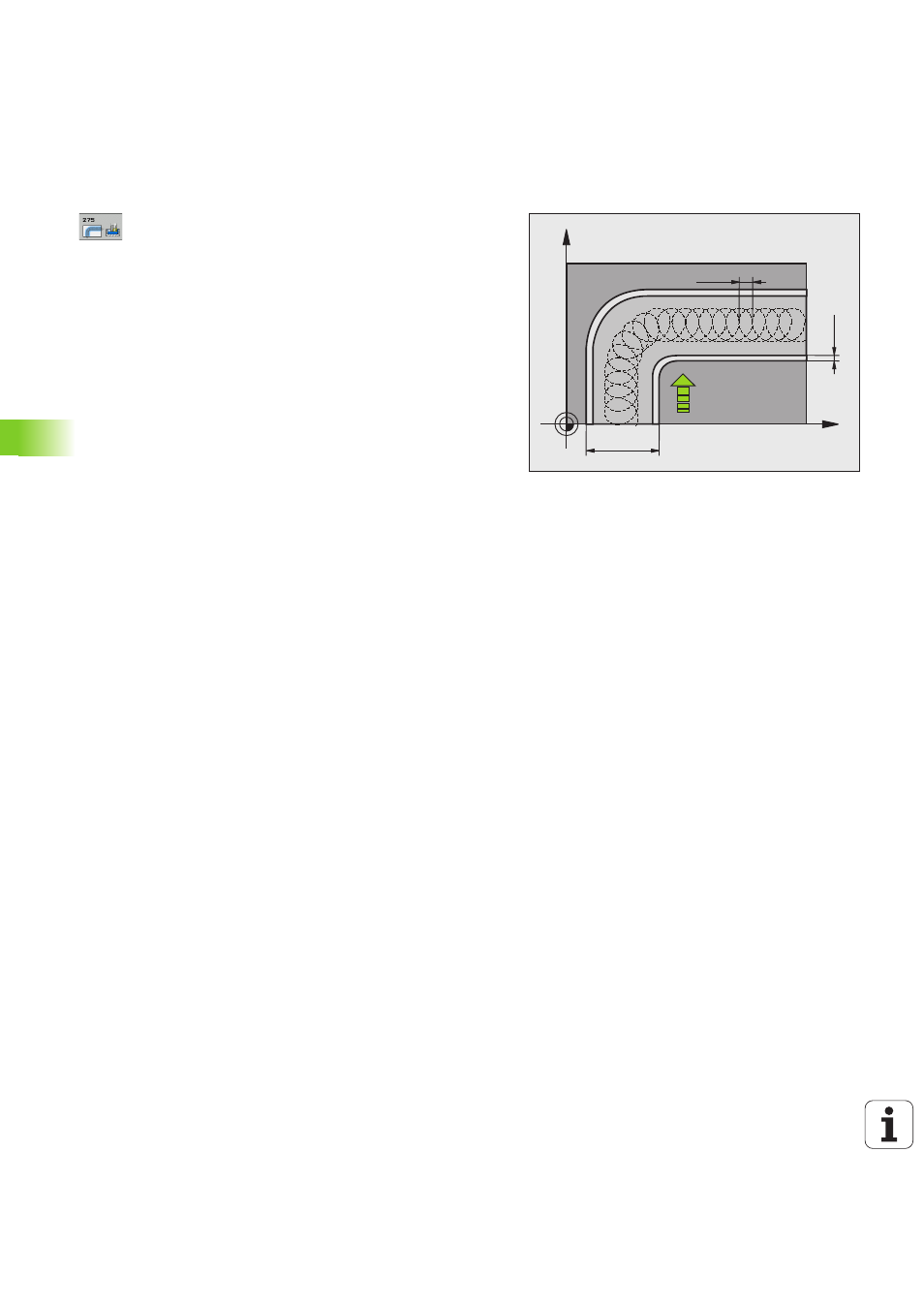
Anchura de ranura
Q219: Introducir la anchura de la
ranura; cuando la anchura de la ranura es igual al
diámetro de la hta., el TNC sólo desplaza la
herramienta a lo largo del contorno definido. Campo
de introducción 0 a 99999,9999
U
Sobremedida del acabado lateral
Q368 (valor
incremental): Sobremedida de acabado en el plano de
mecanizado.
U
Aproximación por vuelta
Q436 (absoluto): valor que
el TNC desplaza la herramienta en cada vuelta en la
dirección de mecanizado. Campo de introducción: 0 a
99999,9999
U
Avance fresado
Q207: Velocidad de desplazamiento
de la hta. durante el fresado en mm/min. Campo de
introducción 0 a 99999,999 alternativo FAUTO, FU, FZ
U
Tipo de fresado
Q351: Tipo de fresado con M3:
+1 = Fresado sincronizado
–1 = Fresado a contramarcha
alternativo PREDEF
X
Y
Q219
Q368
Q436
Q207