Desarrollo del ciclo – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming Manual del usuario
Página 356
356
Ciclos de palpación: Determinar puntos de referencia automáticamente
15.4 PUNT
O DE REFERENCIA RECT
ANGU
L
O
INTERIOR (ciclo 41
0, DIN/ISO:
G41
0
) 15.4 PUNTO DE REFERENCIA
RECTANGULO INTERIOR (ciclo
410, DIN/ISO: G410)
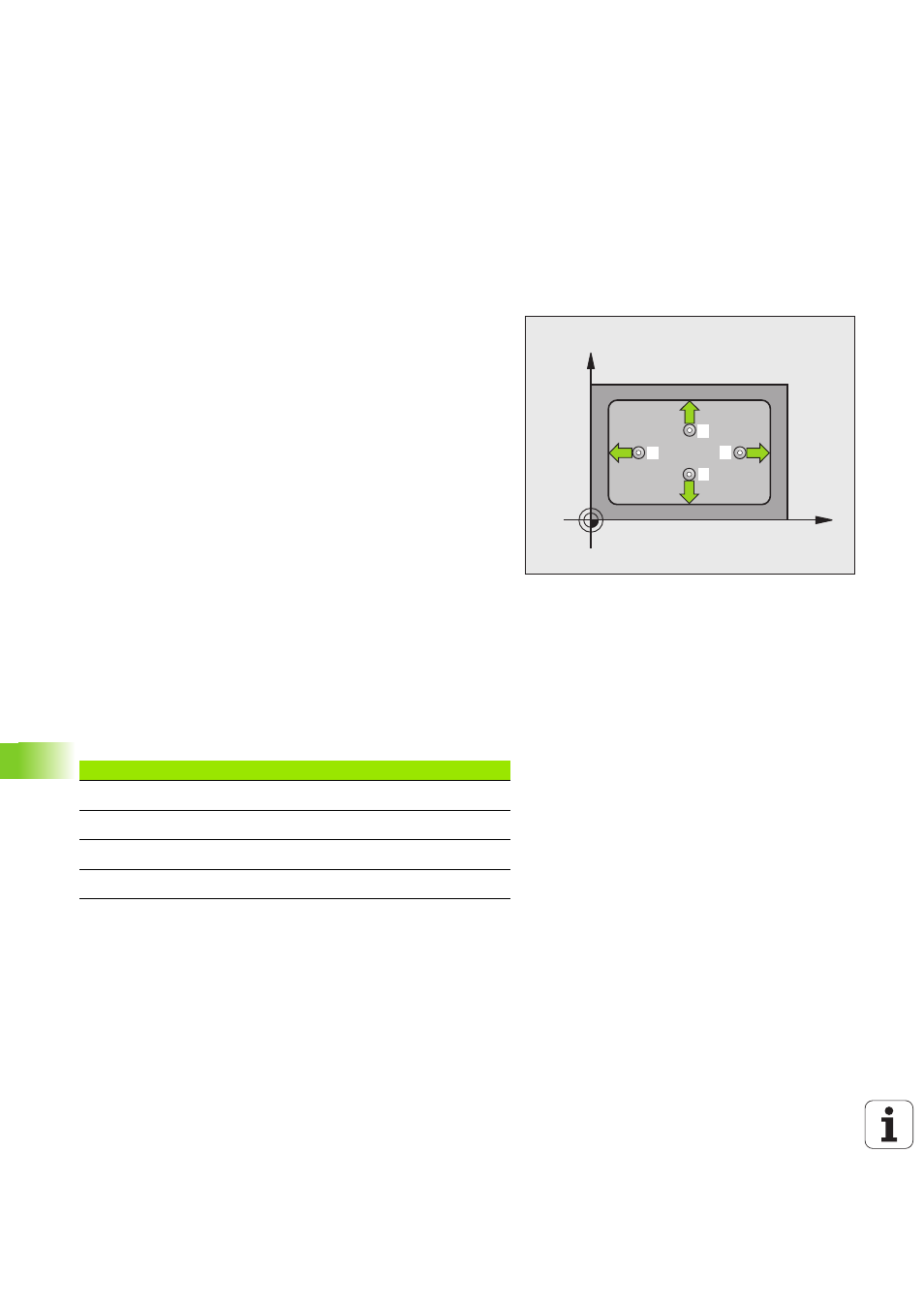
Desarrollo del ciclo
Con el ciclo de palpación 410 se calcula el centro de una cajera
rectangular y se fija este punto central como punto de referencia. Si se
desea, el TNC también puede escribir el punto central en una tabla de
puntos cero o en una tabla de presets.
1
El TNC posiciona el palpador en avance rápido (valor de MP6150)
y según la lógica de posicionamiento Ver “Ejecutar ciclos de
palpación” en pág. 322 hacia el punto de palpación
1
. El TNC
calcula los puntos de palpación según las indicaciones en el ciclo y
la distancia de seguridad indicada en MP6140
2 A continuación el palpador se desplaza a la altura de la medición
programada y ejecuta el primer proceso de palpación con avance
de palpación (MP6120)
3
Después el palpador se desplaza al siguiente punto de palpación
paralelo al eje en altura de medición o lineal en altura de seguridad
2
y ejecuta en ese punto el segundo proceso de palpación
4
El TNC posiciona el palpador en el punto de palpación
3
y después
en el punto de palpación
4
y ejecuta en ese punto el tercer o cuarto
proceso de palpación
5
A continuación el TNC posiciona el palpador de nuevo en la altura
de seguridad y procesa el punto de referencia calculado en relación
con los parámetros de ciclo Q303 und Q305 Ver “Guardar punto
de referencia calculado” en pág. 348
6
Cuando se desee, el TNC determina seguidamente en una
palpación previa separada el punto de referencia en el eje de
palpación y memoriza los valores actuales en los siguientes
parámetros Q
X
Y
1
2
3
4
Nº de parámetro
Significado
Q151
Valor real del centro en eje principal
Q152
Valor real del centro en eje auxiliar
Q154
Valor real del lado en el eje principal
Q155
Valor real del lado en el eje auxiliar