Desarrollo del ciclo – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming Manual del usuario
Página 486
486
Ciclos de palpación: Medir cinemática automáticamente
1
8
.5 COMPENSA
TION PRESET (cic
lo 452, DIN/ISO: G452, opción)
18.5 COMPENSATION PRESET (ciclo 452,
DIN/ISO: G452, opción)
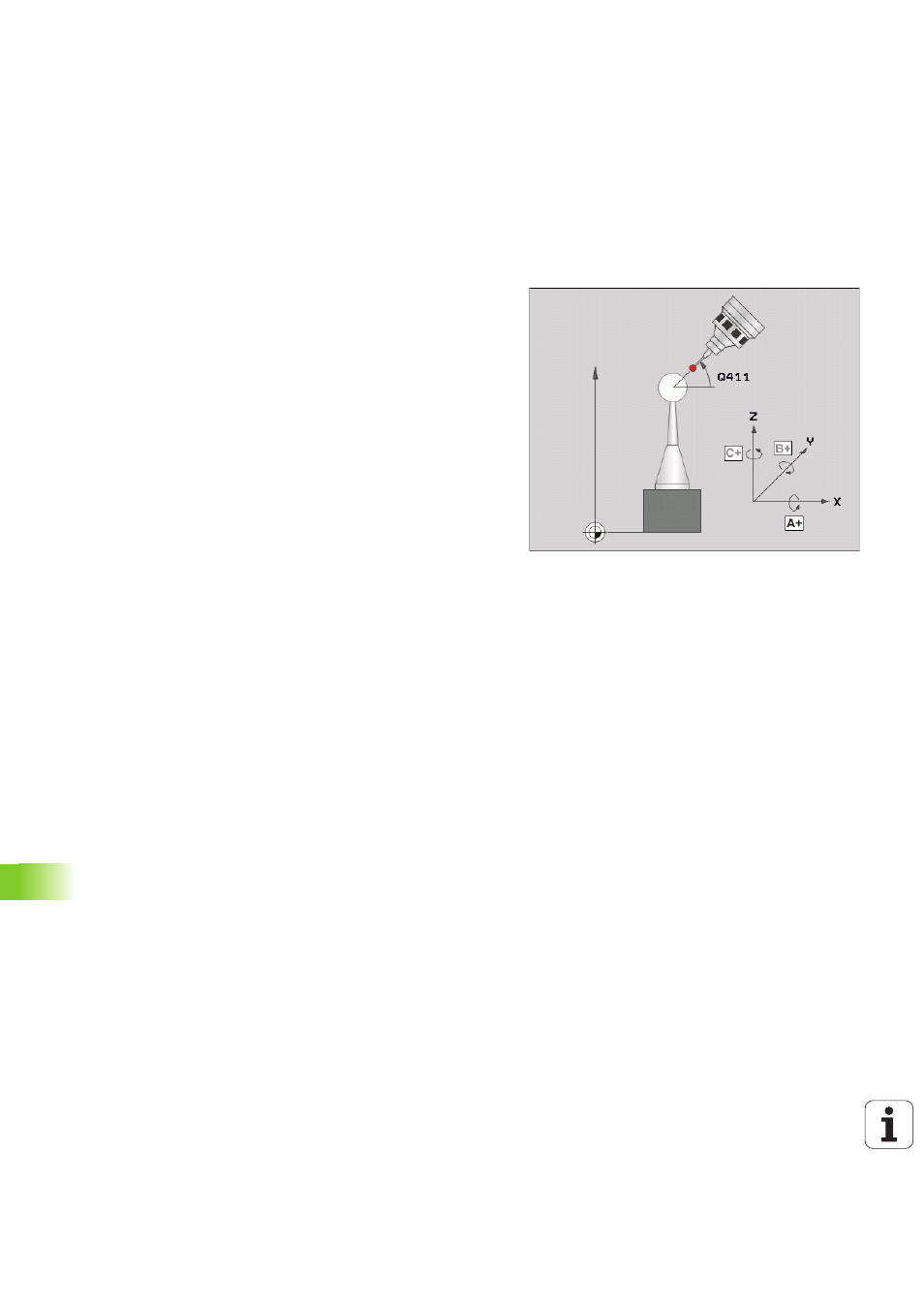
Desarrollo del ciclo
Con el ciclo de palpación 452 es posible optimizar la cadena de
transformación cinemática de su máquina Ver “MEDIR CINEMÁTICA
(ciclo 451, DIN/ISO: G451, opción)” en pág. 470. A continuación, el
TNC corrige el sistema de coordenadas de pieza también en el modelo
cinemático para que el preset actual después de la optimación se
encuentra en el centro de la bola de calibración.
Con este ciclo, por ejemplo, se pueden ajutar entre sí los cabezales
cambiables.
1
Fijar la bola de calibración
2
Medir completamente el cabezal de referencia con el ciclo 451 y, a
continuación, situar el preset en el centro de la bola con el ciclo 451
3
Entrar el segundo cabezal
4
Medir el cabezal cambiable con el ciclo 452 hasta el interface de
cambio de cabezal
5
adaptar más cabezales cambiables con el ciclo 452 al cabezal de
referencia