Parámetros de ciclo – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming Manual del usuario
Página 337
HEIDENHAIN iTNC 530
337
14.5 GIR
O BA
SICO compensar mediant
e
un eje gir
a
to
ri
o (ciclo 403, DIN/ISO:
G403)
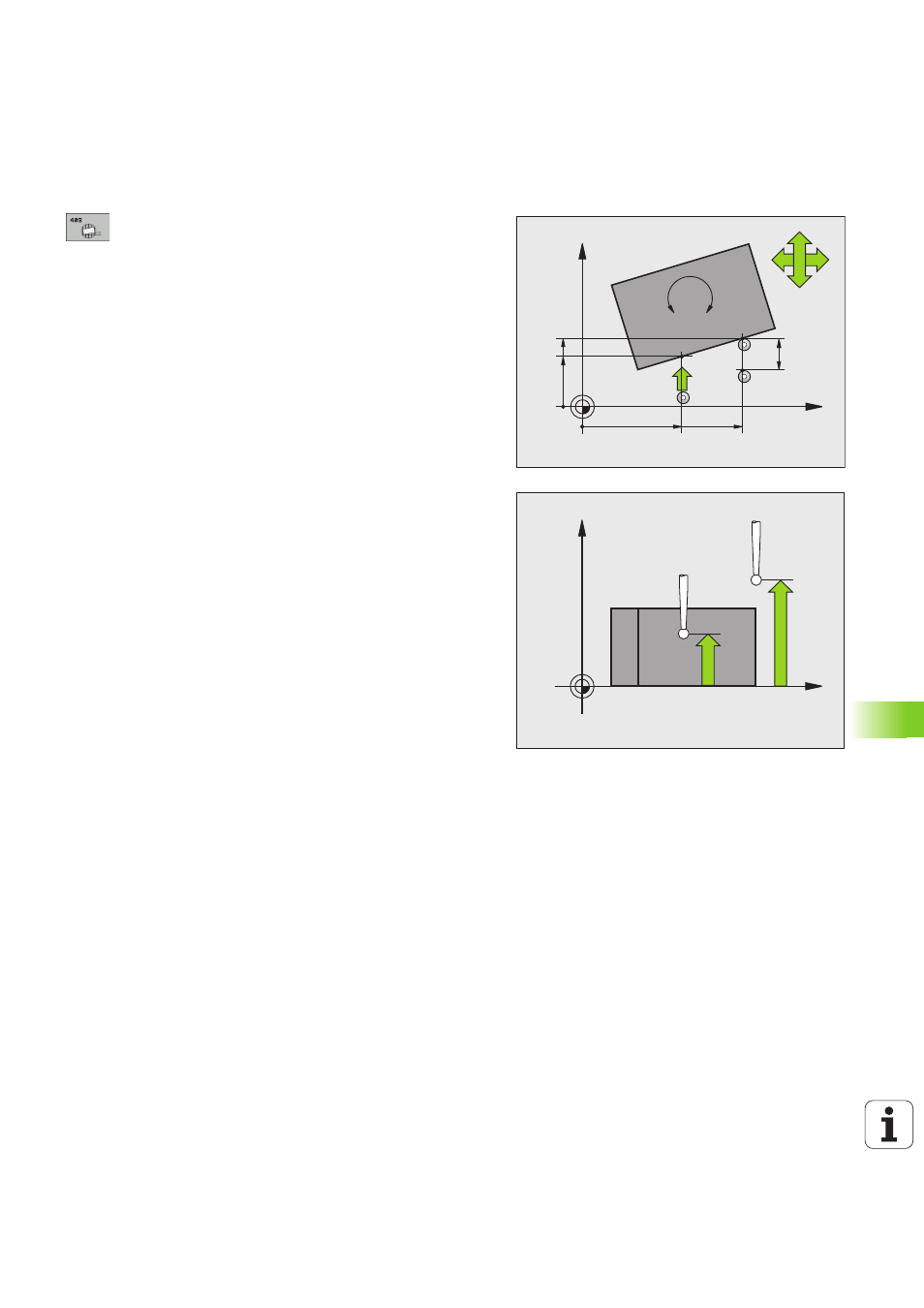
Parámetros de ciclo
U
1er punto de medición del 1er eje
Q263 (valor
absoluto): Coordenada del 1er punto de palpación en
el eje principal del plano de mecanizado. Campo de
introducción -99999,9999 a 99999.9999
U
1er punto de medición del 2º eje
Q264 (valor
absoluto): Coordenada del 1er punto de palpación en
el eje auxiliar del plano de mecanizado. Campo de
introducción -99999,9999 a 99999.9999
U
2º punto de medición del 1er eje
Q265 (valor
absoluto): Coordenada del segundo punto de
palpación en el eje principal del plano de mecanizado.
Campo de introducción -99999,9999 a 99999.9999
U
2º punto de medición del 2º eje
Q266 (absoluto):
coordenada del segundo punto de palpación en el eje
auxiliar del plano de mecanizado. Campo de
introducción -99999,9999 a 99999.9999
U
Eje de medición
Q272: Eje en el que debe realizarse
la medición:
1:Eje principal = eje de medida
2: Eje auxiliar = eje de medida
3: Eje palpador = eje de medición
U
Dirección de desplazamiento 1
Q267: Dirección en
la cual debe desplazarse el palpador hacia la pieza:
-1: Dirección de desplazamiento negativa
+1:Dirección de desplazamiento positiva
U
Altura de la medición en el eje del palpador
Q261 (valor absoluto): Coordenada del centro de la
bola (=punto de contacto) en el eje de palpación,
desde la cual se quiere realizar la medición. Campo de
introducción -99999,9999 a 99999.9999
U
Distancia de seguridad
Q320 (valor incremental):
Distancia adicional entre el punto de medición y la
bola del palpador. Q320 se suma al valor del MP6140.
Campo de introducción 0 a 99999.9999 alternativo
PREDEF
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
+
Q267
MP6140
+
Q320
A
B
C
X
Z
Q261
Q260