Acabado lateral (ciclo 24), Pág. 463, 8 ciclos sl – HEIDENHAIN iTNC 530 (340 49x-04) Manual del usuario
Página 463
HEIDENHAIN iTNC 530
463
8.8 Ciclos SL
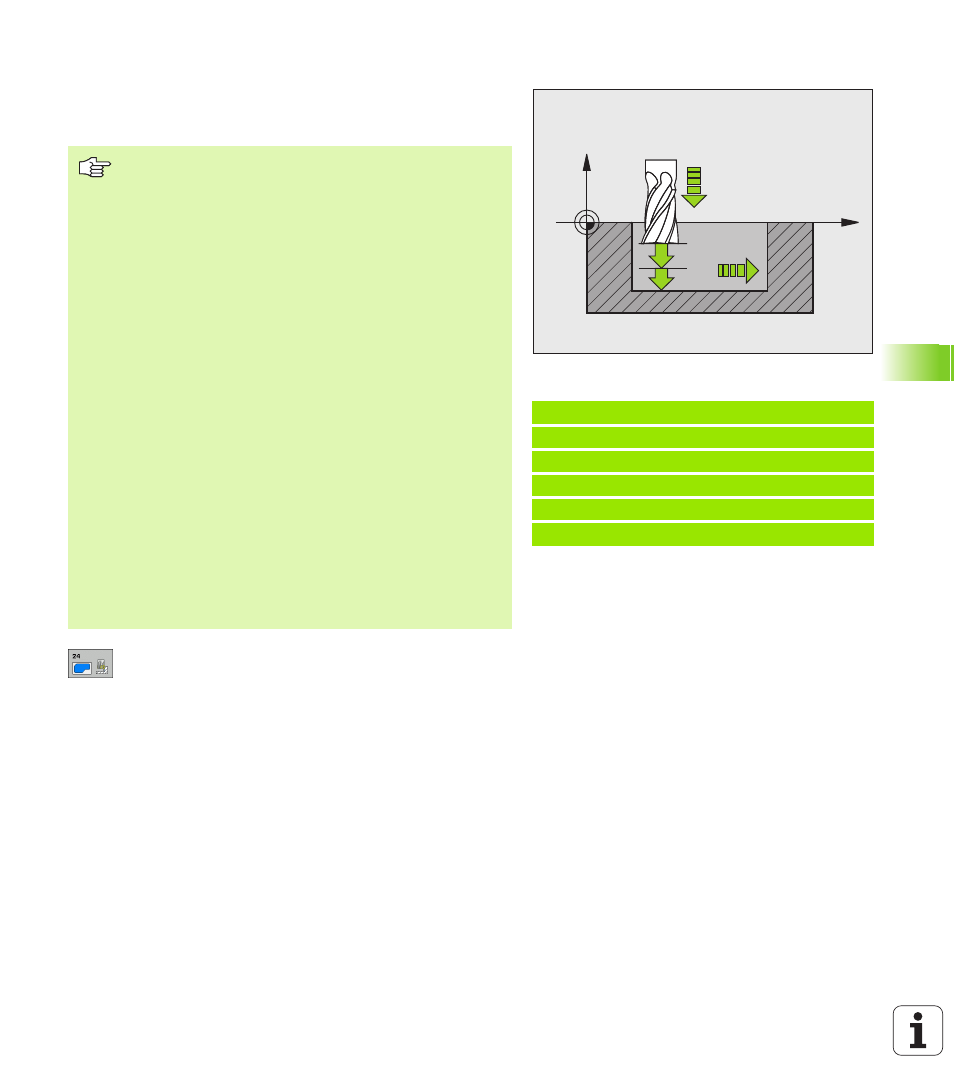
ACABADO LATERAL (ciclo 24)
El TNC desplaza la herramienta sobre una trayectoria circular tangente
a los contornos parciales. El acabado de cada contorno parcial se
realiza por separado.
¿Sentido de giro ? Sentido horario = -1
Q9:
Dirección del mecanizado:
+1:Giro en sentido antihorario
-1:Giro en sentido horario
Profundidad de paso
Q10 (valor incremental):
Medida, según la cual la hta. penetra cada vez en la
pieza
Avance al profundizar
Q11: Avance al profundizar
Avance para desbaste
Q12: Avance de fresado
Sobremedida de acabado lateral
Q14 (valor
incremental): Sobremedida para varios acabados;
cuando Q14=0 se desbasta la última distancia de
acabado.
Ejemplo: Frases NC
61 CYCL DEF 24 ACABADO LATERAL
Q9=+1
;SENTIDO DE GIRO
Q10=+5
;PROFUNDIDAD DE PASO
Q11=100
;AVANCE AL PROFUNDIZAR
Q12=350
;AVANCE DE DESBASTE
Q14=+0
;SOBREMEDIDA LATERAL
X
Z
Q11
Q12
Q10
Antes de la programación deberá tenerse en cuenta
La suma de la sobremedida del acabado lateral (Q14) y el
radio de la hta. para el acabado, tiene que ser menor que
la suma de la sobremedida del acabado lateral (Q3,
ciclo 20) y el radio de la hta. de desbaste.
Si se ejecuta el ciclo 24 sin antes haber desbastado con el
ciclo 22, también es válido el cálculo citado anteriormente;
en este caso se introduce "0" para el radio de la
herramienta de desbaste.
También se puede utilizar el ciclo 24 para el fresado de
contornos. Entonces se debe
definir el contorno a fresar como isla individual (sin
limitación de cajeras) e
introducir en el ciclo 20 una sobremedida de acabado
(Q3) mayor que la suma de la sobremedida de acabado
Q14 + radio de la herramienta utilizada
El TNC calcula automáticamente el punto inicial para el
acabado. El punto de arranque depende de los
comportamientos de las posiciones en la cajera y de la
sobremedida programada en el ciclo 20.
El TNC calcula el punto de partida dependiendo también
del orden durante la ejecución. Si se selecciona el ciclo de
Acabado con la tecla GOTO y se inicia el programa, puede
situarse el punto de partida en otra posición que al ejecutar
el programa en el orden definido.