HEIDENHAIN iTNC 530 (340 49x-04) Manual del usuario
Página 438
438
8 Programación: Ciclos
8.6 Ciclos par
a
el fr
esado de cajer
a
s, islas y r
a
nur
as
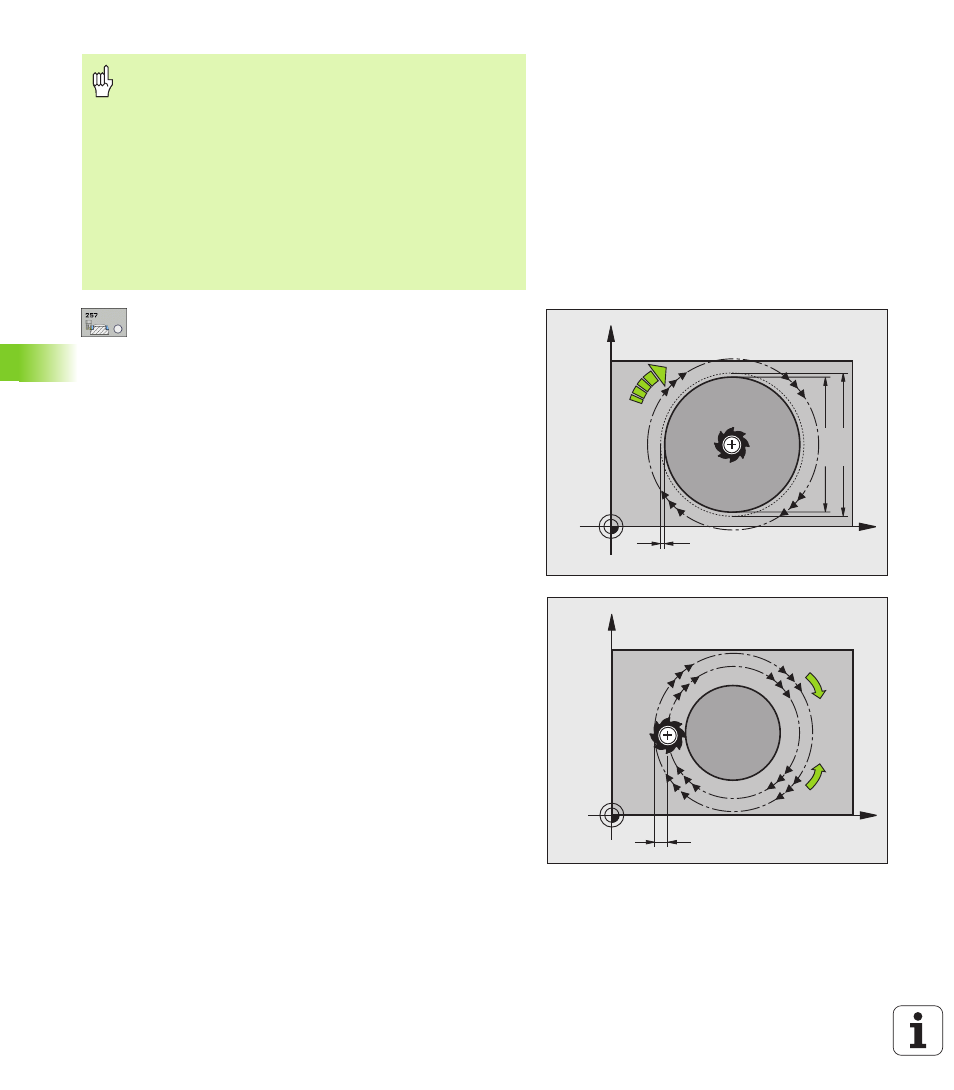
Diámetro de la pieza acabada
Q223: diámetro de la
isla mecanizada
Diámetro de la pieza en bruto
Q222: diámetro de la
pieza en bruto. Introducir el diámetro de la pieza en
bruto mayor que el diámetro de la pieza acabada. El
TNC ejecuta varias aproximaciones laterales, si la
diferencia entre el diámetro de la pieza en bruto y el
de la pieza acabada es mayor a la aproximación lateral
permitida (radio de herramienta x solapamiento de la
trayectoria Q370). El TNC siempre calcula una
aproximación lateral constante
Sobremedida del acabado lateral
Q368 (valor
incremental): Sobremedida de acabado en el plano de
mecanizado.
Avance de fresado
Q207: Velocidad de
desplazamiento de la hta. en el fresado en mm/min
Tipo de fresado
Q351: Tipo de fresado con M3:
+1 = Fresado sincronizado
–1 = Fresado a contramarcha
Con el parámetro de máquina 7441 Bit 2 se ajusta, si el
TNC (Bit 2 = 1) debe emitir una aviso de error cuando se
introduzca una profundidad positiva o no (Bit 2 = 0).
¡Atención: Peligro de colisión!
Deberá tenerse en cuenta que, con profundidad
introducida positiva, el TNC invierta el calculo de la
posición previa. ¡La herramienta se desplaza en el eje de
la herramienta a la distancia de seguridad con marcha
rápida bajola superfice de la pieza!
Dejar suficiente espacio para el movimiento de
desplazamiento a la derecha, junto a la isla. Mínimo:
diámetro de herramienta + 2 mm.
X
Y
Q223
Q207
Q222
Q368
X
Y
k
Q351= +1
Q351= 1