10 .1 0 ejemplos de pr ogr amación, Ejemplo: esfera convexa con fresa frontal – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Manual del usuario
Página 462
462
10 Programación: Parámetros Q
1
0
.1
0 Ejemplos de pr
ogr
amación
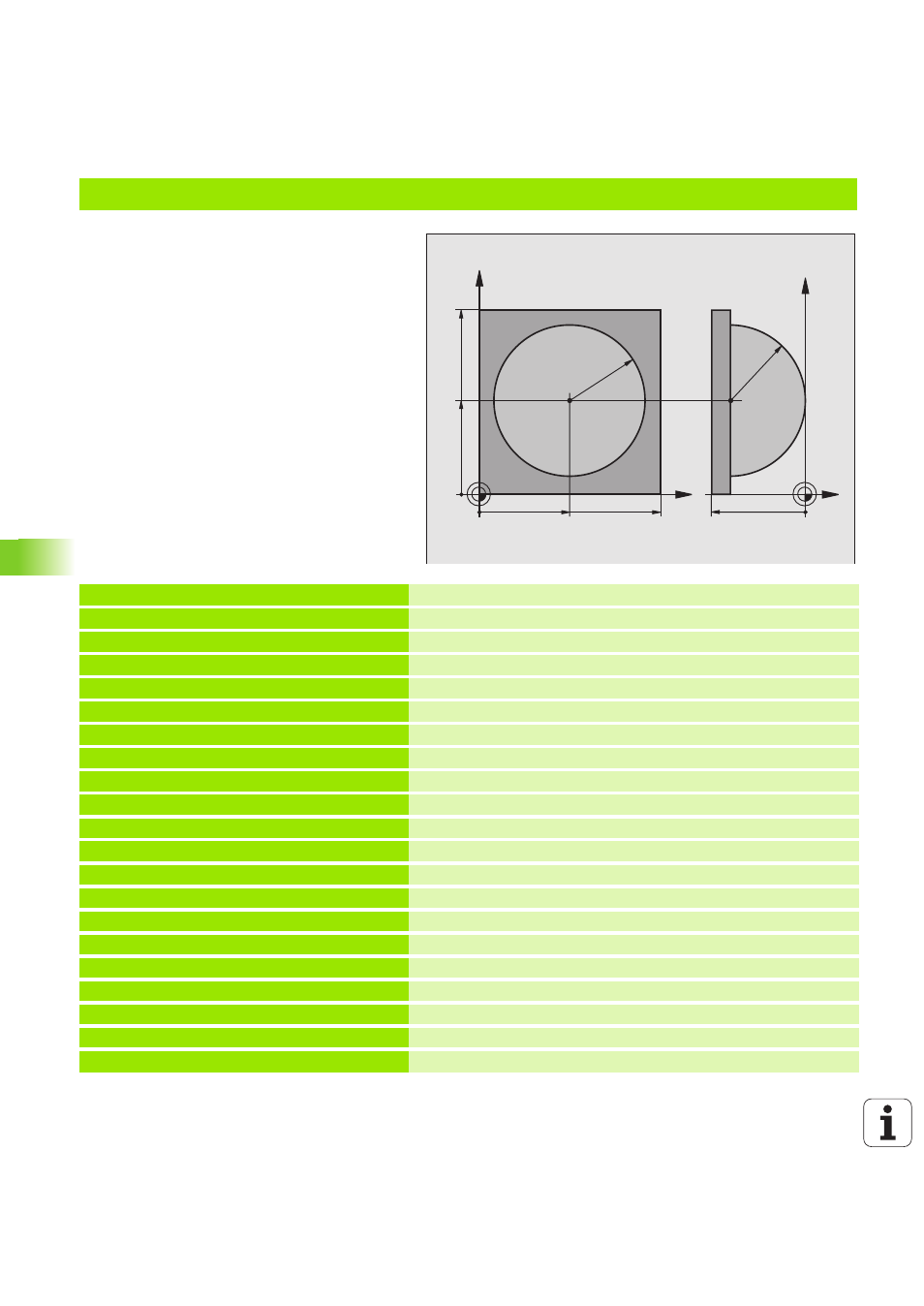
Ejemplo: Esfera convexa con fresa frontal
Desarrollo del programa
El programa sólo funciona con una fresa frontal
El contorno de la esfera se define mediante
muchas rectas pequeñas )plano Z/X, se define
mediante Q14). Cuanto más pequeño sea el
paso angular mejor es el acabado del contorno
El número de pasos se determina mediante el
paso angular en el plano (mediante Q18)
La esfera se fresa en pasos 3D de abajo hacia
arriba
El radio de la herramienta se corrige
automáticamente
%ESFERA G71 *
N10 D00 Q1 P01 +50 *
Centro eje X
N20 D00 Q2 P01 +50 *
Centro eje Y
N30 D00 Q4 P01 +90 *
Angulo inicial en el espacio (plano Z/X)
N40 D00 Q5 P01 +0 *
Angulo final en el espacio (plano Z/X)
N50 D00 Q14 P01 +5 *
Paso angular en el espacio
N60 D00 Q6 P01 +45 *
Radio de la esfera
N70 D00 Q8 P01 +0 *
Angulo inicial en la posición de giro en el plano X/Y
N80 D00 Q9 P01 +360 *
Angulo final en la posición de giro en el plano X/Y
N90 D00 Q18 P01 +10 *
Paso angular en el plano X/Y para desbaste
N100 D00 Q10 P01 +5 *
Sobremedida del radio de la esfera para el desbaste
N110 D00 Q11 P01 +2 *
Distancia de seguridad para posicionamiento previo en el eje de hta.
N120 D00 Q12 P01 +350 *
Avance de fresado
N130 G30 G17 X+0 Y+0 Z-50 *
Definición del bloque
N140 G31 G90 X+100 Y+100 Z+0 *
N150 G99 T1 L+0 R+7,5 *
Definición de la herramienta
N160 T1 G17 S4000 *
Llamada de herramienta
N170 G00 G40 G90 Z+250 *
Retirar la herramienta
N180 L10.0 *
Llamada al mecanizado
N190 D00 Q10 P01 +0 *
Anular la sobremedida
N200 D00 Q18 P01 +5 *
Paso angular en el plano X/Y para el acabado
X
Y
50
100
100
Z
Y
-50
R45
50
R45