10 .1 0 ejemplos de pr ogr amación, Ejemplo: elipse – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Manual del usuario
Página 458
458
10 Programación: Parámetros Q
1
0
.1
0 Ejemplos de pr
ogr
amación
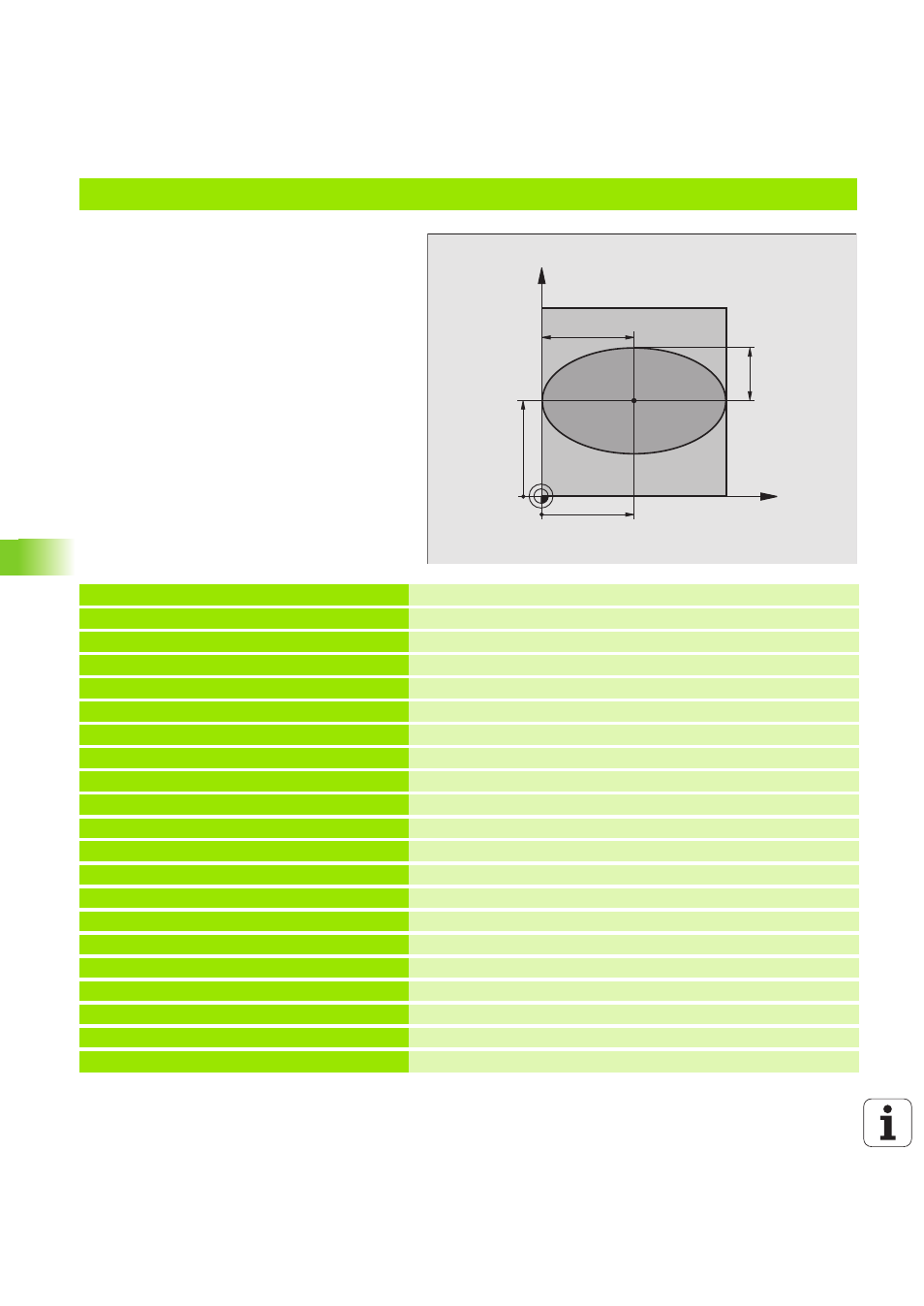
Ejemplo: elipse
Desarrollo del programa
El contorno de las elipses se realiza por medio de
muchas pequeñas rectas (definible mediante
Q7) Cuantos más puntos se calculen más cortas
serán las rectas y más suave la curva.
La dirección de fresado se define a través del
ángulo de inicio y final en el plano:
Dirección de mecanizado en sentido horario:
Ángulo de inicio > Ángulo final
Dirección de mecanizado en sentido antihorario:
Ángulo de inicio < Ángulo final
No se tiene en cuenta el radio de la hta.
%ELIPSE G71 *
N10 D00 Q1 P01 +50 *
Centro eje X
N20 D00 Q2 P01 +50 *
Centro eje Y
N30 D00 Q3 P01 +50 *
Semieje X
N40 D00 Q4 P01 +30 *
Semieje Y
N50 D00 Q5 P01 +0 *
Angulo inicial en el plano
N60 D00 Q6 P01 +360 *
Angulo final en el plano
N70 D00 Q7 P01 +40 *
Número de pasos de cálculo
N80 D00 Q8 P01 +30 *
Posición angular de la elipse
N90 D00 Q9 P01 +5 *
Profundidad de fresado
N100 D00 Q10 P01 +100 *
Avance al profundizar
N110 D00 Q11 P01 +350 *
Avance de fresado
N120 D00 Q12 P01 +2 *
Distancia de seguridad para posicionamiento previo
N130 G30 G17 X+0 Y+0 Z-20 *
Definición del bloque
N140 G31 G90 X+100 Y+100 Z+0 *
N150 G99 T1 L+0 R+2.5 *
Definición de la herramienta
N160 T1 G17 S4000 *
Llamada de herramienta
N170 G00 G40 G90 Z+250 *
Retirar la herramienta
N180 L10.0 *
Llamada al mecanizado
N190 G00 Z+250 M2 *
Desplazar libremente la herramienta, final del programa
N200 G98 L10 *
Subprograma 10: Mecanizado
X
Y
50
50
30
50