HEIDENHAIN TNC 320 (340 551-01) Manual del usuario
Página 197
TNC 320 de HEIDENHAIN
197
8.2 Ciclos par
a
taladr
ado
, r
o
scado y fr
esado de r
o
sca
8
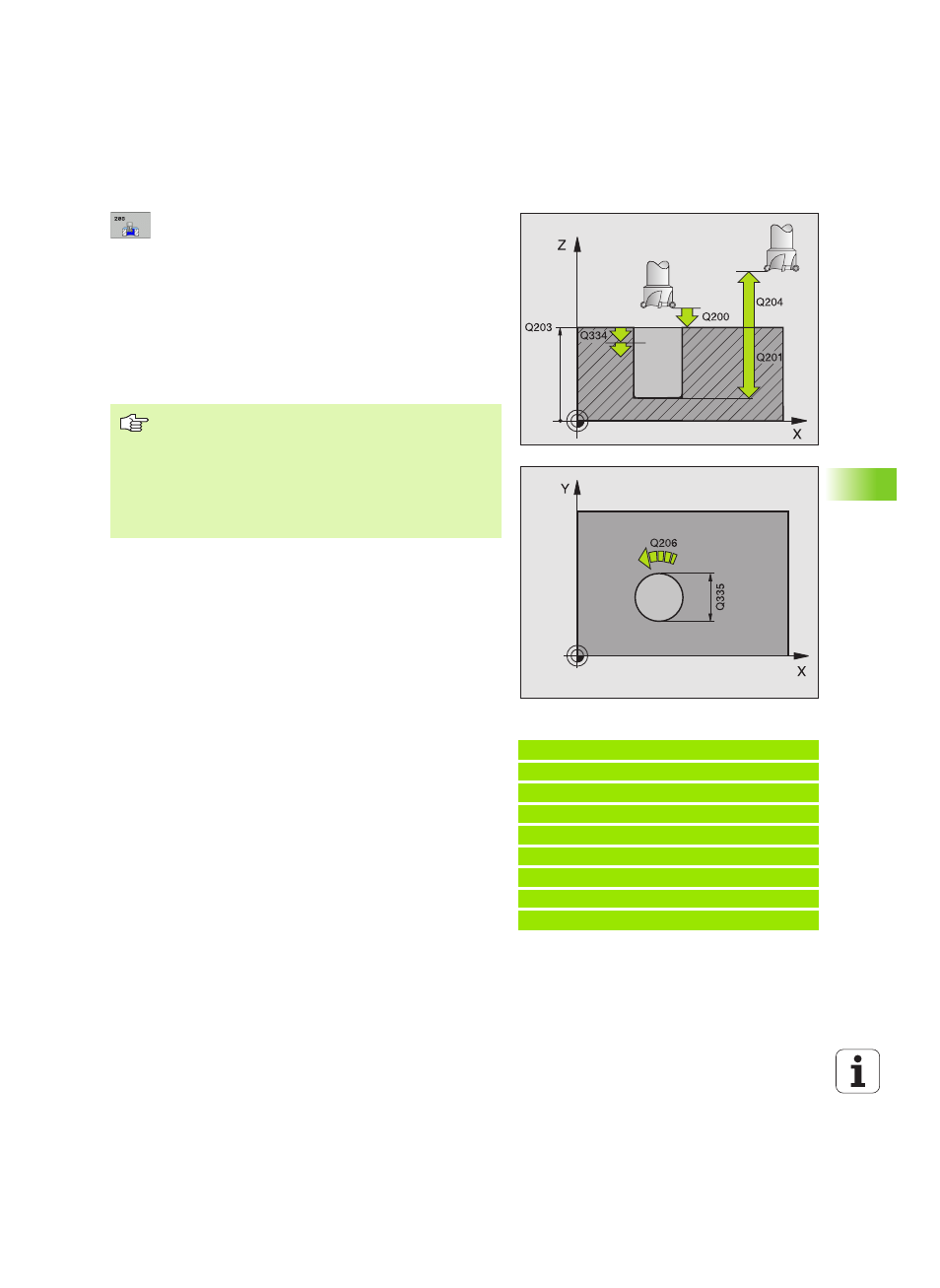
Distancia de seguridad
Q200 (valor incremental):
Distancia entre el canto inferior de la hta. y la
superficie de la pieza
8
Profundidad
Q201 (valor incremental): Distancia entre
la superficie de la pieza y la base del taladro
8
Avance al profundizar
Q206: Velocidad de
desplazamiento de la hta. en el taladrado sobre una
hélice en mm/min
8
Paso de la hélice
Q334 (valor incremental): Cota,
según la cual la hta. profundiza cada vez según una
hélice (=360°).
8
Coordenadas de la superficie de la pieza
Q203
(valor absoluto): Coordenadas de la superficie de la
pieza
8
2ª distancia de seguridad
Q204 (valor incremental):
Coordenada del eje de la hta. en la cual no se puede
producir ninguna colisión entre la hta. y la pieza
(medio de sujeción)
8
Diámetro nominal
Q335 (valor absoluto): Diámetro del
taladro. Si se programa el diámetro nominal igual al
diámetro de la hta., el TNC taladra directamente hasta
la profundidad programada sin interpolación
helicoidal.
8
Diámetro taladrado previamente
Q342 (valor
absoluto): Tan pronto como se introduce un valor
mayor que 0 en Q342, el TNC no lleva a cabo ninguna
verificación de la relación entre el diámetro nominal y
el diámetro de la herramienta. De esta forma se
pueden fresar taladros, cuyo diámetro sea mayor al
doble del diámetro de la hta.
Ejemplo: Frases NC
12 CYCL DEF 208 FRESADO DE TALADRO
Q200=2
;DIST.-SEGURIDAD
Q201=-80
;PROFUNDIDAD
Q206=150
;AVANCE AL PROFUNDIZAR
Q334=1,5
;PROFUNDIDAD DE PASO
Q203=+100
;COORDENADA SUPERFICIE
Q204=50
;2A. DIST.DE SEGURIDAD
Q335=25
;DIÁMETRO NOMINAL
Q342=0
;DIÁMETRO PRETALADRADO
Cuando el paso es demasiado grande debe prestarse
atención a que no se dañen la herramienta o la pieza.
Para evitar programar pasos demasiado grandes, se
programa en la tabla de htas. en la columna ANGLE el
máximo ángulo de profundización posible de la hta.,
"p=Fd"^F"haFm":zÈVnG. Entonces el TNC
calcula automáticamente el paso máximo posible y
modifica, si es preciso, el valor programado.