H35 / n, Modo de operar – Hypertherm MAX200 Machine Torch Plasma Arc Cutting System Manual del usuario
Página 50
MODO DE OPERAR
3/10/99
MAX200
(Antorcha manual) Manual del operador
2-37
No se recomienda corte de producción arriba de un espesor de 22 mm.
* Si las mangueras de la antorcha son más largas de 15 m., aumente la presión TEST (AJUSTE) 0,34 bar por
cada 15 m de longitud adicional de manguera.
Antorcha Manual PAC200T / PAC200E
Aluminio
200 amperios – Gas plasma: H35 / Gas de protección: N
2
Esta combinación de gases (Hypertherm recomienda como gas plasma una mezcla de 35% de hidrógeno y
65% de argón) proporciona una capacidad de corte para máximos espesores y una soldabilidad y calidad
de corte excelentes. El uso de esta combinación de gases prolonga la vida del electrodo.
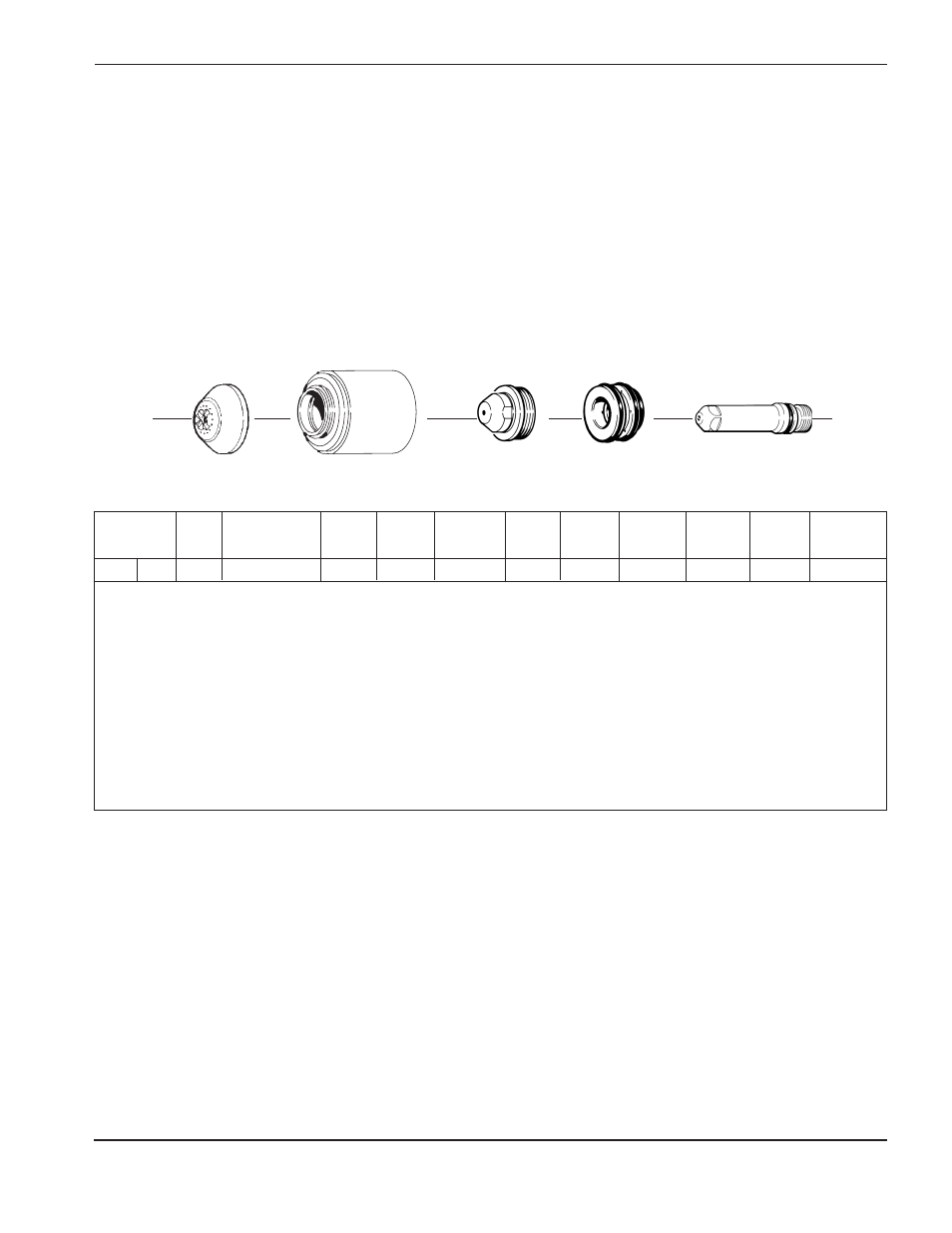
020918
Protector
020608
Boquilla
020915
Capuchón de retención
020415
Electrodo
020607
Difusor
Espesor
del material
Tipo
de gas
plasma
Presión del gas
TEST/RUN
(AJUSTE/MARCHA)
Tipo
de gas
protección
Presión
gas de
protección
Distancia
antorcha-pieza
Intensidad
del arco
Tensión
del arco
Velocidad
de corte
Tiempo de
retraso del
movimiento
Presión de
entrada del
gas plasma
Presión de
entrada del gas
de protección
(pulg.)
(mm)
(psi/bar)
(psi/bar)
(mm)
(amperios)
(voltios)
(mm/min)
(segundos)
(psi/bar)
(psi/bar)
3⁄16"
5
H35
Test 36-40* / 2,5-2,8
N
2
70/4,8
5
200
130
4300
0,5
120/8,3
90/6,2
Run 62-66 / 4,3-4,5
1⁄4"
6
(70 SCFH /
(290 SCFH /
5
130
4000
1,0
3⁄8"
10
33 l/min)
136 l/min)
6
135
3000
2,0
1⁄2"
12
6
140
2550
2,0
5⁄8"
15
6
145
2000
2,5
3⁄4"
20
8
150
1500
2,5
7⁄8"
22
8
155
1250
2,5
1"
25
8
155
1000
1-1⁄4"
32
8
165
660
1-1⁄2"
38
6
170
460
1-3⁄4"
44
8
180
300
2"
50
8
185
180