H35 / n, Modo de operar – Hypertherm MAX200 Machine Torch Plasma Arc Cutting System Manual del usuario
Página 44
MODO DE OPERAR
3/10/99
MAX200
(Antorcha manual) Manual del operador
2-31
No se recomienda corte de producción arriba de un espesor de 10 mm.
* Si las mangueras de la antorcha son más largas de 15 m., aumente la presión TEST (AJUSTE) 0,34 bar por
cada 15 m de longitud adicional de manguera.
Antorcha Manual PAC200T / PAC200E
Acero inoxidable
100 amperios – Gas plasma: H35 / Gas de protección: N
2
Esta combinación de gases proporciona una buena velocidad de corte, unos niveles bajos de escoria y es
muy económico. Pueden producirse la aparición de superficies enriquecidas con nitrógeno y con óxidos
de los elementos de aleación.
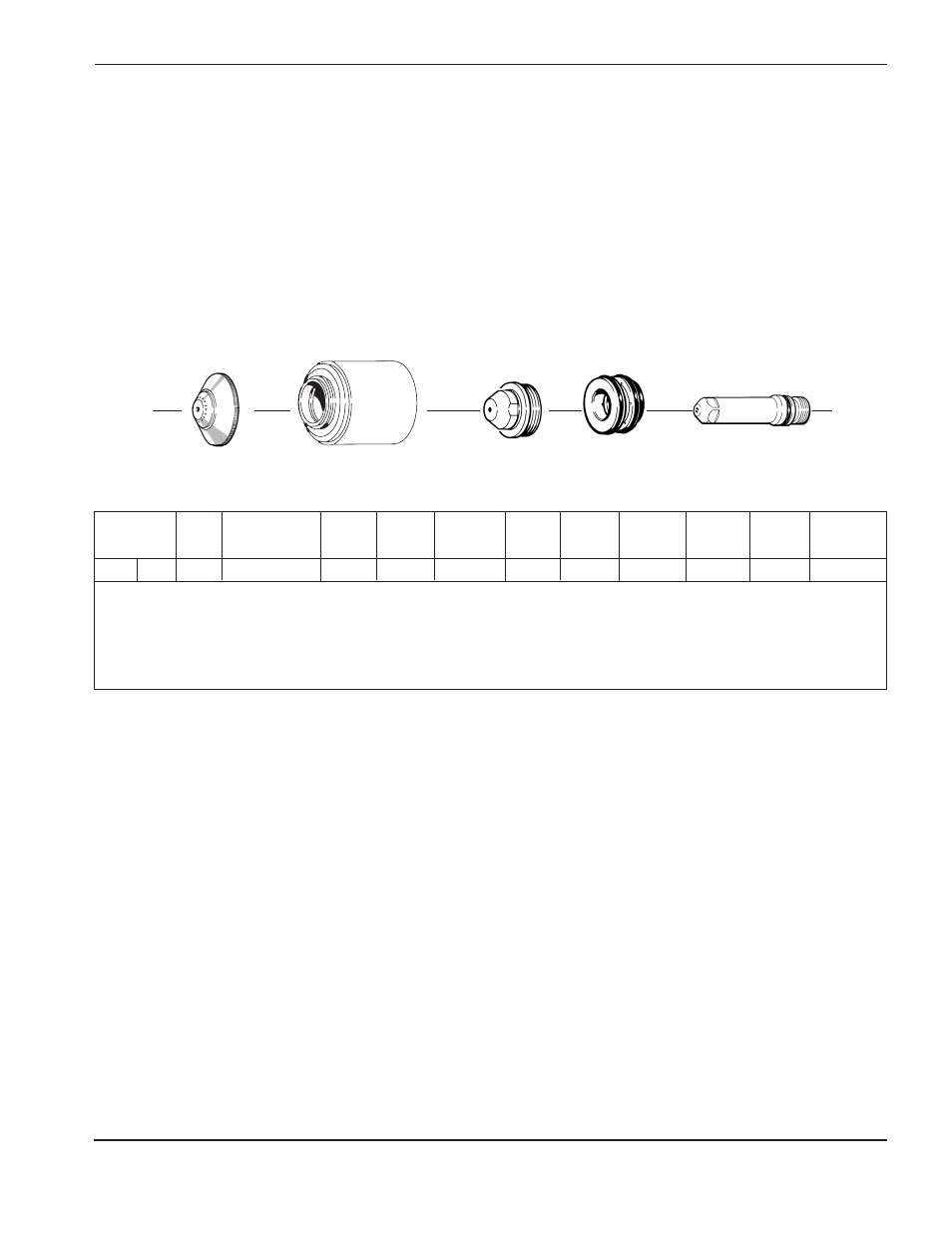
020919
Protector
020611
Boquilla
020915
Capuchón de retención
020415
Electrodo
020607
Difusor
Espesor
del material
Tipo
de gas
plasma
Presión del gas
TEST/RUN
(AJUSTE/MARCHA)
Tipo
de gas
protección
Presión
gas de
protección
Distancia
antorcha-pieza
Intensidad
del arco
Tensión
del arco
Velocidad
de corte
Tiempo de
retraso del
movimiento
Presión de
entrada del
gas plasma
Presión de
entrada del gas
de protección
(pulg.)
(mm)
(psi/bar)
(psi/bar)
(mm)
(amperios)
(voltios)
(mm/min)
(segundos)
(psi/bar)
(psi/bar)
1⁄8"
3
H35
Test 32-36* / 2,2-2,5
N
2
60/4,0
2
100
130
1260
120/8,3
90/6,2
Run 56-60 / 3,9-4,1
3⁄16"
5
(20 SCFH /
(270 SCFH /
3
135
1060
0,5
1⁄4"
6
9 l/min)
127 l/min)
3
140
890
0,5
3⁄8"
10
3
140
750
0,5
1⁄2"
13
3
145
630