Desarrollo del ciclo – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manual del usuario
Página 316
316
Ciclos de palpación: Determinar puntos de referencia automáticamente
15.2 PUNT
O DE REFERENCIA CENTR
O
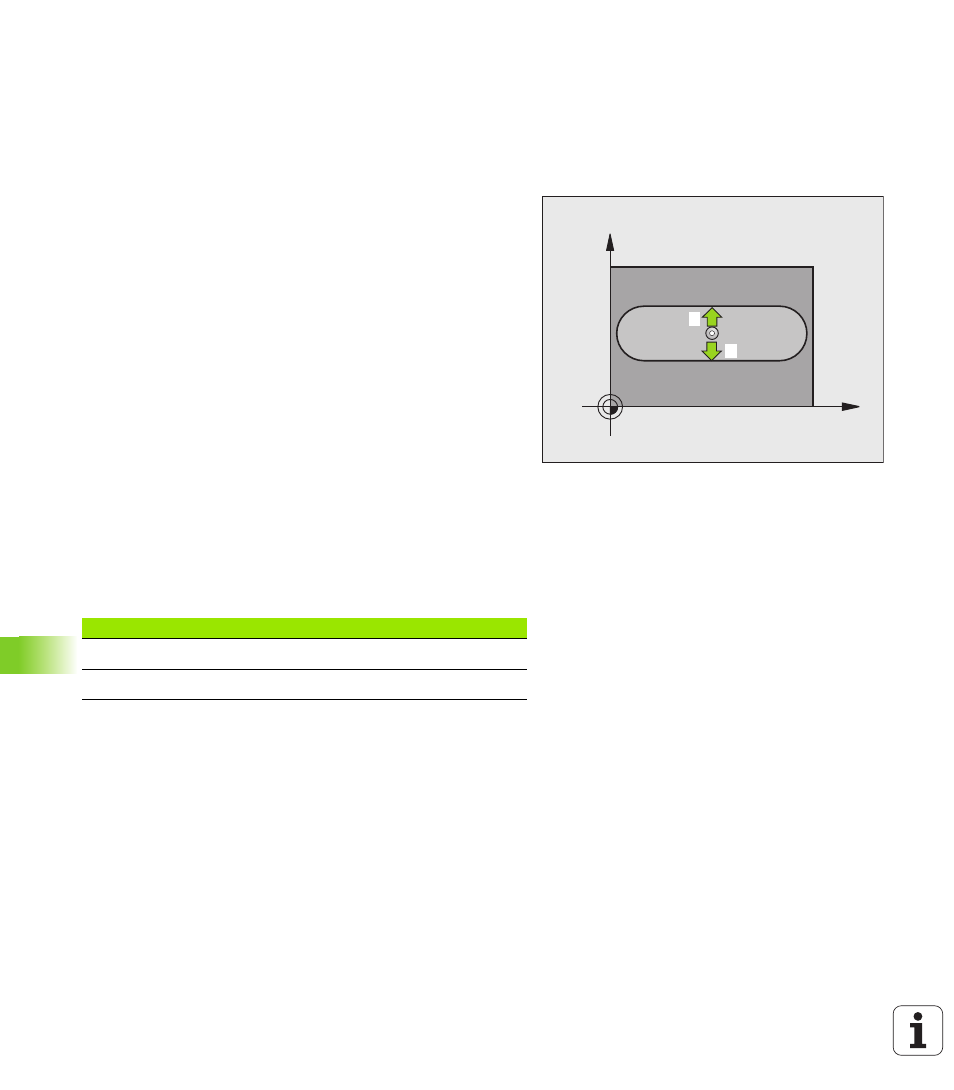
RANURA (ciclo 408, DIN/ISO: G408)
15.2 PUNTO DE REFERENCIA
CENTRO RANURA (ciclo 408,
DIN/ISO: G408)
Desarrollo del ciclo
El ciclo de palpación 408 determina el punto central de una ranura y fija
este punto central como punto de referencia. Si se desea, el TNC
también puede escribir el punto central en una tabla de puntos cero o
en una tabla de presets.
1
El TNC posiciona el palpador en avance rápido (valor de columna
FMAX) y según la lógica de posicionamiento ver “Ejecutar ciclos
de palpación” en pág. 285 hacia el punto de palpación
1
. El TNC
calcula los puntos de palpación según las indicaciones en el ciclo y
la distancia de seguridad indicada en la columna SET_UP de la
tabla del sistema de palpación
2 A continuación el palpador se desplaza a la altura de la medición
programada y ejecuta el primer proceso de palpación con avance
de palpación (Columna F)
3
Después el palpador se desplaza al siguiente punto de palpación
paralelo al eje en altura de medición o lineal en altura de seguridad
2
y ejecuta en ese punto el segundo proceso de palpación
4
A continuación el TNC posiciona el palpador de nuevo en la altura
de seguridad y procesa el punto de referencia calculado en relación
con los parámetros de ciclo Q303 y Q305 ver “Guardar punto de
referencia calculado” en pág. 315 y memoriza los valores actuales
en los parámetros Q ejecutados a continuación
5
Cuando se desee, el TNC determina seguidamente en una
palpación previa separada el punto de referencia en el eje de
palpación
X
Y
1
2
Nº de parámetro
Significado
Q166
Valor actual del ancho de ranura medido
Q157
Valor real posición eje central