Parámetros de ciclo – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manual del usuario
Página 296
296
Ciclos de palpación: Determinar posiciones inclinadas de pieza automáticamente
14.3 GIR
O BA
SICO mediant
e
dos taladr
os (ciclo 40
1, DIN/ISO: G40
1
)
Parámetros de ciclo
8
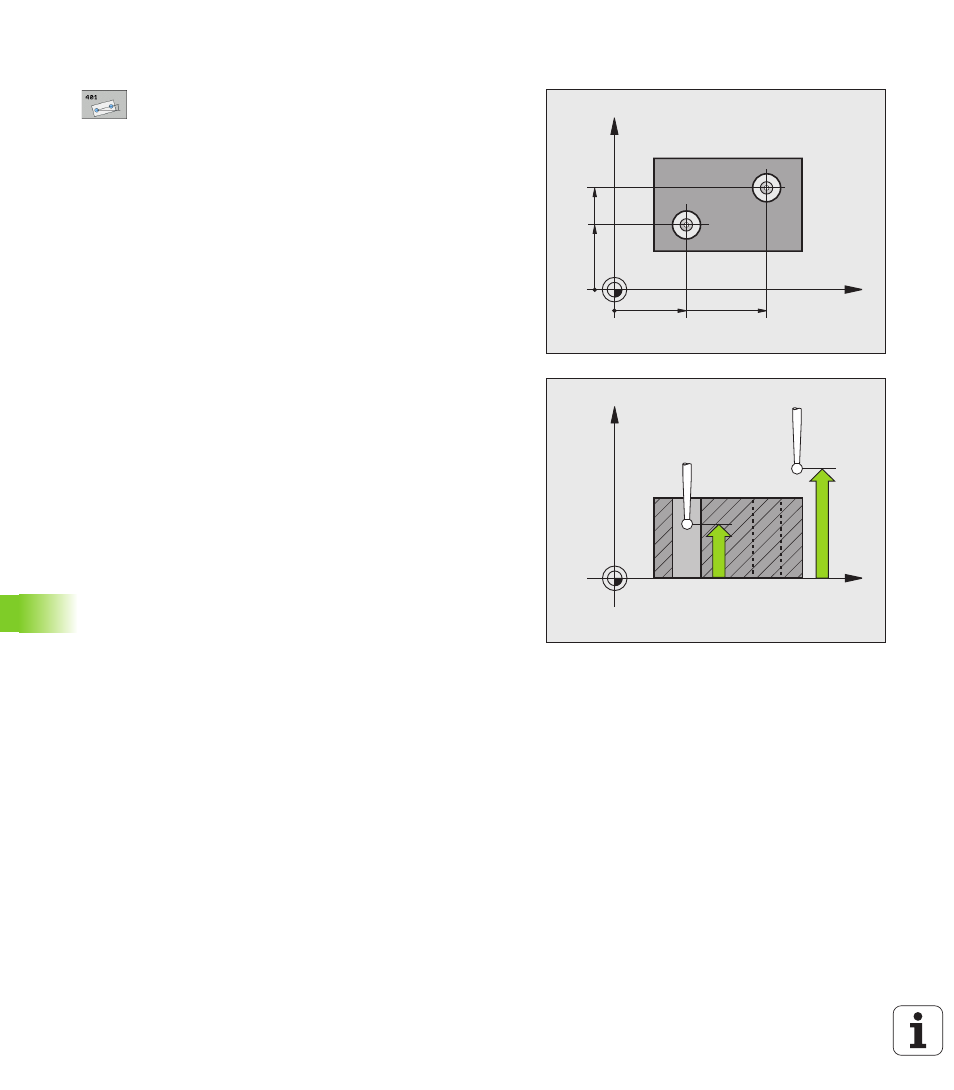
1er taladro: Centro 1er eje Q268 (valor absoluto):
Punto central del primer taladro en el eje principal del
plano de mecanizado. Campo de introducción
-99999,9999 a 99999.9999
8
1er taladro: Centro del 2º eje Q269 (valor absoluto):
Punto central del primer taladro en el eje auxiliar del
plano de mecanizado. Campo de introducción
-99999,9999 a 99999.9999
8
2º taladro: Centro 1er eje Q270 (valor absoluto):
Punto central del segundo taladro en el eje principal
del plano de mecanizado. Campo de introducción
-99999,9999 a 99999.9999
8
2ª taladro: Centro 2º eje Q271 (absoluto): Punto
central del segundo taladro en el eje auxiliar del plano
de mecanizado. Campo de introducción -99999,9999
a 99999.9999
8
Altura de la medición en el eje del palpador Q261
(valor absoluto): Coordenada del centro de la bola
(=punto de contacto) en el eje de palpación, desde la
cual se quiere realizar la medición. Campo de
introducción -99999,9999 a 99999.9999
8
Altura de seguridad Q260 (valor absoluto):
Coordenada en el eje del palpador, en la cual no se
puede producir ninguna colisión entre el palpador y la
pieza. Campo de introducción -99999,9999 a
99999.9999
8
Preajuste del giro básico Q307 (valor absoluto):
Introducir el ángulo de la recta de referencia cuando
la posición inclinada a medir no debe referirse al eje
principal, sino a cualquier recta. Entonces el TNC
calcula para el giro básico la diferencia entre el valor
medido y el ángulo de las rectas de referencia. Campo
de introducción -360.000 hasta 360.000
X
Y
Q271
Q269
Q268
Q270
X
Z
Q261
Q260