3 medición aut o mática de piezas – HEIDENHAIN iTNC 530 (340 422) Touch Probe Cycles Manual del usuario
Página 118
118
3 Ciclos de palpación para la comprobación automática de piezas
3.3 Medición aut
o
mática de piezas
U
U
U
U
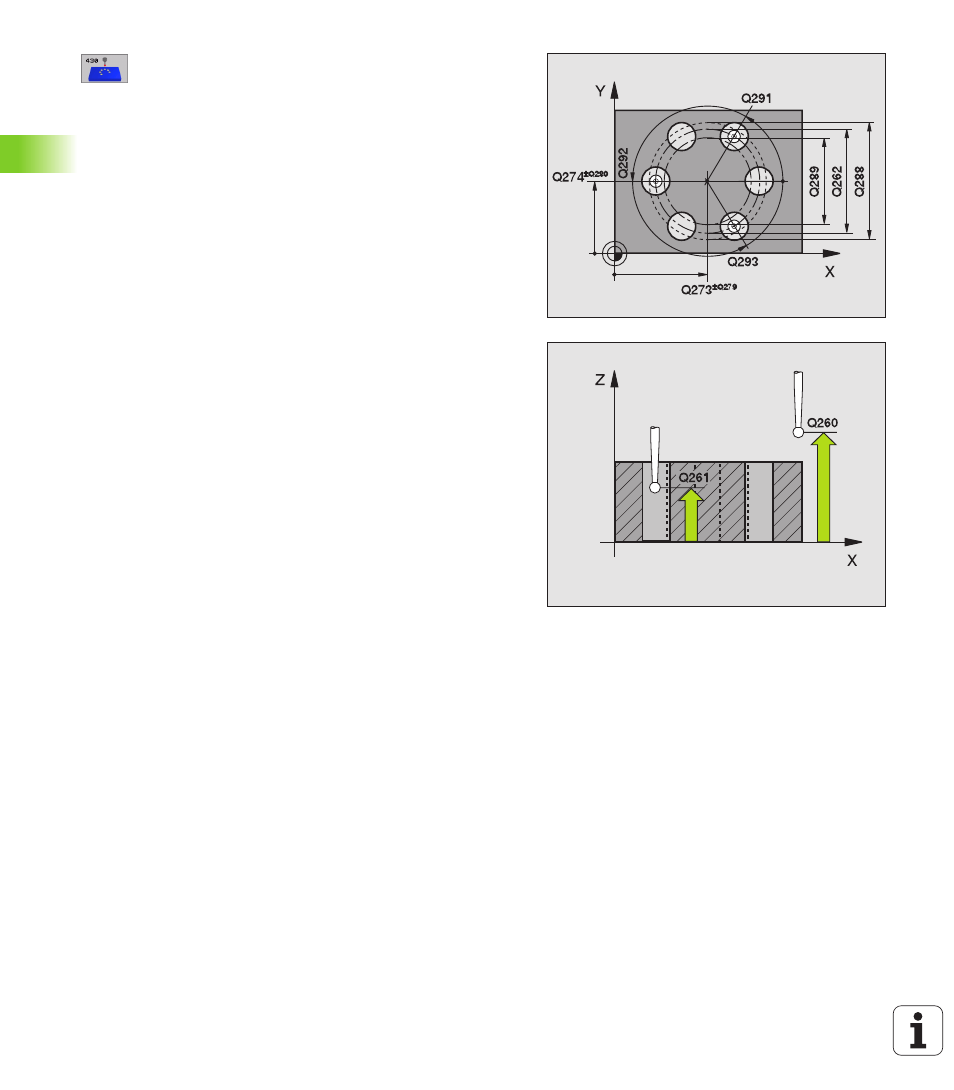
Centro 1er eje
Q273 (valor absoluto): Centro del
círculo de taladros (valor nominal) en el eje principal
del plano de mecanizado
U
U
U
U
Centro 2º eje
Q274 (valor absoluto): Centro del
círculo de taladros (valor nominal) en el eje transversal
del plano de mecanizado
U
U
U
U
Diámetro nominal
Q262: Introducir el diámetro del
círculo de taladros
U
U
U
U
Angulo 1er taladro
Q291 (valor absoluto): Angulo en
coordenadas polares del primer punto central del
taladro en el plano de mecanizado
U
U
U
U
Angulo 2º taladro
Q292 (valor absoluto): Angulo en
coordenadas polares del segundo punto central del
taladro en el plano de mecanizado
U
U
U
U
Angulo 3er taladro
Q293 (valor absoluto): Angulo en
coordenadas polares del tercer punto central del
taladro en el plano de mecanizado
U
U
U
U
Altura de la medición en el eje del palpador
Q261 (valor absoluto): Coordenada del centro de la
bola (=punto de contacto) en el eje de palpación,
desde la cual se quiere realizar la medición
U
U
U
U
Altura de seguridad
Q260 (valor absoluto):
Coordenada en el eje del palpador, en la cual no se
puede producir ninguna colisión entre el palpador y la
pieza
U
U
U
U
Cota máxima
Q288: máximo diámetro admisible para el
círculo de taladros
U
U
U
U
Cota mínima
Q289: mínimo diámetro admisible para el
círculo de taladros
U
U
U
U
Valor tolerancia centro 1er eje
Q279: Desviación
admisible de la posición en el eje principal del plano
de mecanizado
U
U
U
U
Valor tolerancia centro 2º eje
Q280: Desviación
admisible de la posición en el eje transversal del plano
de mecanizado