HEIDENHAIN MANUALplus 4110 Pilot Manual del usuario
Página 68
68
Ciclo de tallado
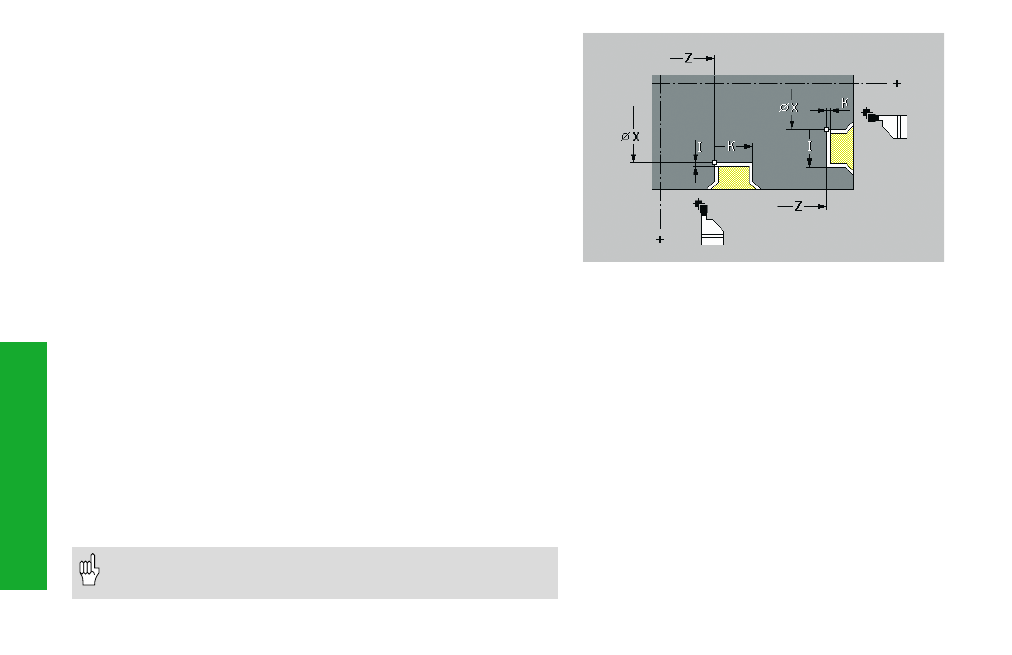
Ciclo de tallado sencillo G86
G86 realiza tallados radiales y axiales sencillos con chaflanes. El MANUALplus
determina la pos. del tallado según la orientación de la hta".
Se tendrá en cuenta una medida programada antes del tallado. A continuación
se realiza el acabado de tallado (acabado). El "tiempo de espera E" sólo se tiene
en cuenta en el acabado de tallado.
G86 realiza chaflanes en los lados del tallado. Posicionar a una distancia
suficiente del tallado si no se precisan los chaflanes. La posición inicial se
calcula como sigue:
XS = XK + 2 * (1,3 – b)
XS: posición inicial (medida del diámetro)
XK: diámetro de contorno
b:
lado del chaflán
Posición de la herramienta al final del ciclo:
• escotadura cajera radial: posición inicial X; Z – última posición de tallado
• escotadura cajera axial: X – última pos. de tallado; Z –posición inicial
Parámetros
X, Z:
esquina de la base (medida del diámetro X)
I, K:
lado de escotadura/de medida
• escotadura radial: I = medida; K = anchura de tallado
• escotadura axial: I = ancho de escotadura; K = sobremedida
Si no introduce el "ancho de escotadura", tiene lugar una elevación del
tallado (anchura del tallado = anchura de la herramienta).
E:
el tiempo de espera (tiempo de tallado libre) – por defecto: duración de
un giro
• Corrección de radio de corte: no se lleva a cabo
• Sobremedida: no se compensan