HEIDENHAIN MANUALplus 4110 Pilot Manual del usuario
Página 62
62
Ciclos de mecanizado
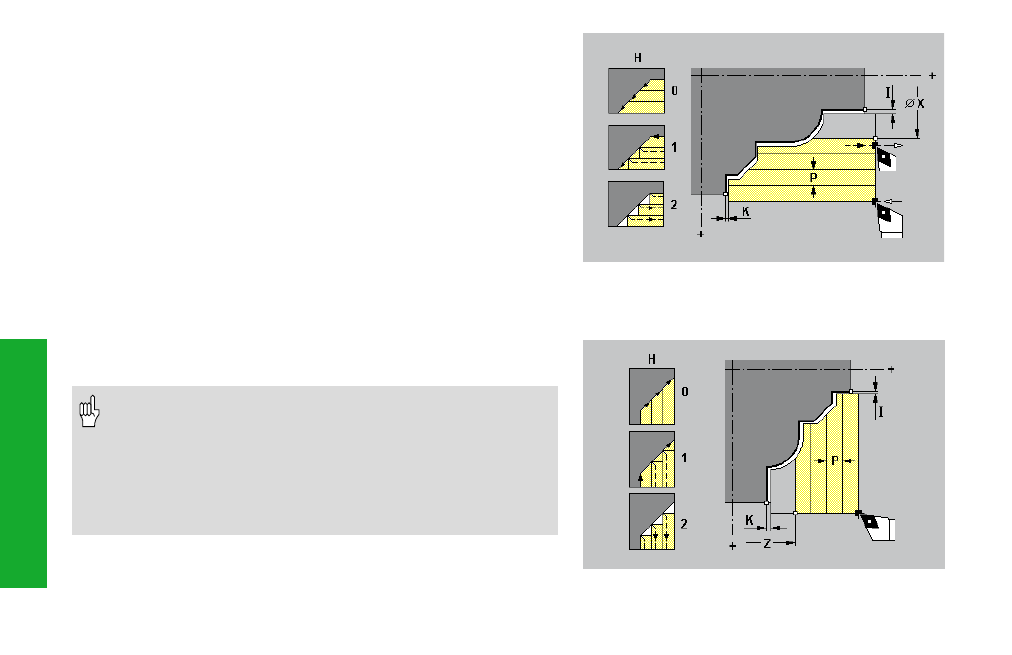
Desbaste longitudinal de contornos G817 / G818
Desbaste transversal de contornos G827 / G828
G817/G818 o G827/G828 mecaniza "desbasta" el área de contornos descrito
mediante la pos. actual de la hta. y las áreas de contorno descritas en las
frases siguientes - sin profundización.
Posición de la herramienta al final del ciclo:
• en G817/G827: pto. arranque del ciclo y última coord. de retroceso
• en G818/G828: punto de arranque del ciclo
Parámetros
X/Z:
limitación del corte (medida de diámetro X)
P:
paso máximo
H:
tipo de salida –por defecto: 1
• 0: mecaniz. con arranque de virutas tras cada corte a lo largo del
contorno
• 1: se retira según 45°; mecaniza con el último corte a lo largo del
contorno
• 2: se retira según 45°–sin corte a lo largo del contorno
I, K:
sobremedida – por def: 0
• Los contornos descendientes no se desbastan.
• Corrección de radio de corte: se efectúa
• Sobremedidas: las sobremedidas G57/G58 se compensan
cuando I/K no vienen dados en el ciclo. Tras la ejecución del ciclo
se borran las sobremedidas.
• La distancia de seguridad después de cada corte se ajusta en
"parámetros actuales - mecanización – distancias de seguridad“
Ejemplo: desbaste longitudinal de contornos G817
Ejemplo: desbaste transversal de contornos G828