1 1 ejemplos de pr ogr a mación, Ejemplo: cilindro cóncavo con fresa radial – HEIDENHAIN iTNC 530 (340 49x-01) Manual del usuario
Página 544
544
11 Programación: Parámetros Q
1
1
.1
1 Ejemplos de pr
ogr
a
mación
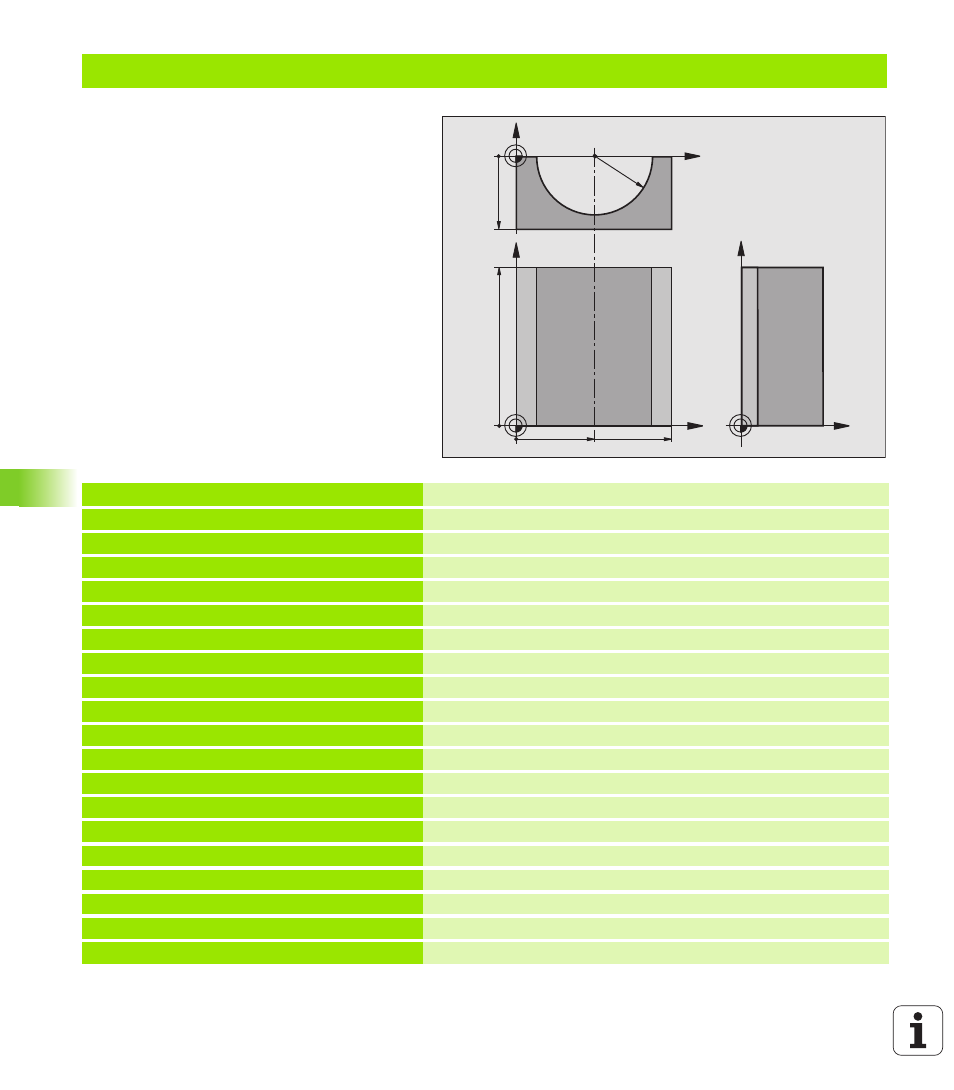
Ejemplo: Cilindro cóncavo con fresa radial
Desarrollo del programa
El programa sólo funciona con fresa radial, la
longitud de la hta. se refiere al centro de la bola
El contorno del cilindro se realiza por medio de
muchas pequeñas rectas (definible mediante
Q13) Cuantos más puntos se definan, mejor
será el contorno.
El cilindro se fresa en tramos longitudinales
(aquí: paralelos al eje Y)
El sentido de fresado se define a través del
ángulo de inicio y de final en el espacio:
Sentido de mecanizado en sentido horario:
Ángulo de inicio > Ángulo final
Sentido de mecanizado en sentido antihorario:
Ángulo de inicio < Ángulo final
El radio de la herramienta se corrige
automáticamente
0 BEGIN PGM ZYLIN MM
1 FN 0: Q1 = +50
Centro eje X
2 FN 0: Q2 = +0
Centro eje Y
3 FN 0: Q3 = +0
Centro eje Z
4 FN 0: Q4 = +90
Angulo inicial en el espacio (plano Z/X)
5 FN 0: Q5 = +270
Angulo final en el espacio (plano Z/X)
6 FN 0: Q6 = +40
Radio del cilindro
7 FN 0: Q7 = +100
Longitud del cilindro
8 FN 0: Q8 = +0
Posición angular en el plano X/Y
9 FN 0: Q10 = +5
Sobremedida del radio del cilindro
10 FN 0: Q11 = +250
Avance al profundizar
11 FN 0: Q12 = +400
Avance de fresado
12 FN 0: Q13 = +90
Número de cortes ó tramos
13 BLK FORM 0.1 Z X+0 Y+0 Z-50
Definición del bloque
15 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+3
Definición de la herramienta
16 TOOL CALL 1 Z S4000
Llamada de herramienta
17 L Z+250 R0 FMAX
Retirar la herramienta
18 CALL LBL 10
Llamada al mecanizado
19 FN 0: Q10 = +0
Anular la sobremedida
X
Y
50
100
100
Z
Y
X
Z
-50
R40