HEIDENHAIN iTNC 530 (340 49x-01) Manual del usuario
Página 296
296
8 Programación: Ciclos
8.3 Ciclos par
a
taladr
ado
, r
o
scado y fr
esado de r
o
sca
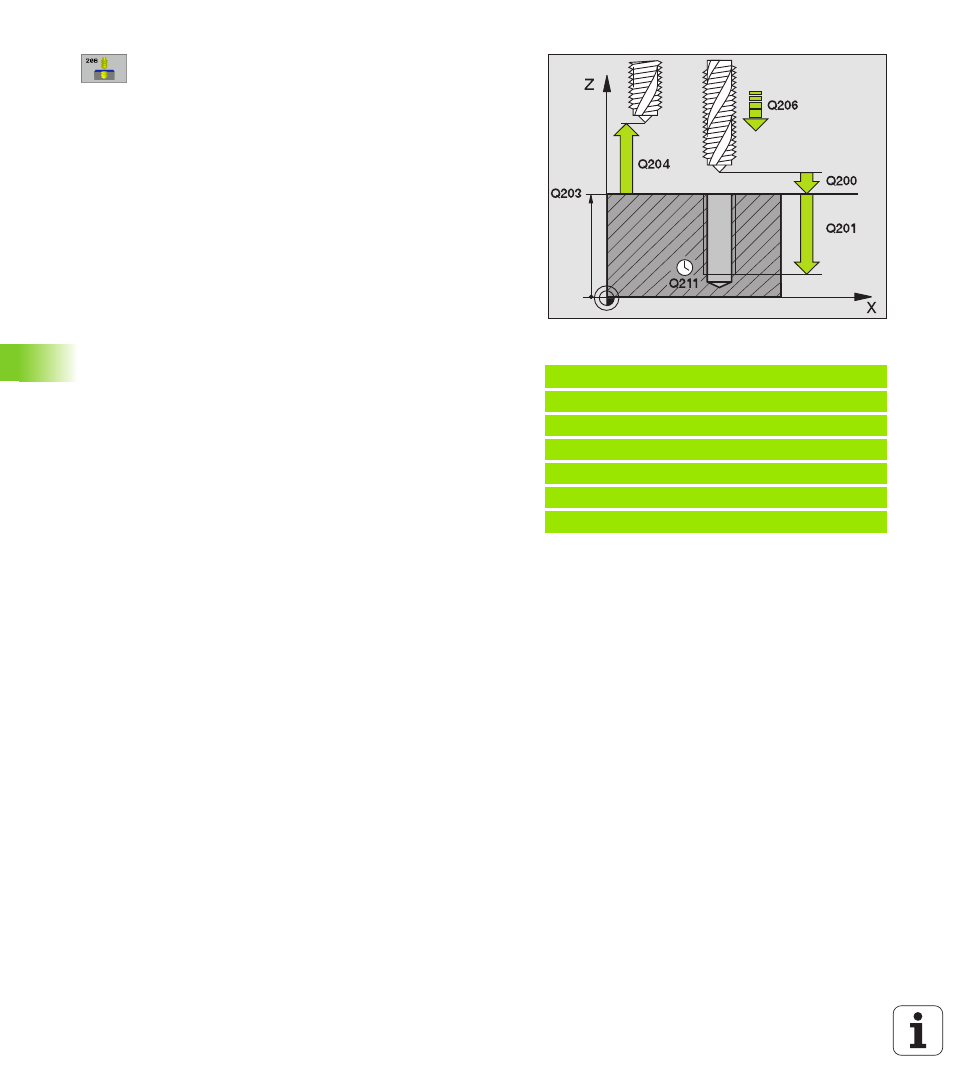
Distancia de seguridad
Q200 (valor incremental):
Distancia entre el extremo de la hta. (posición inicial)
y la superficie de la pieza; Valor normal: 4 veces el
paso de rosca
Profundidad de taladrado
Q201 (Longitud de rosca,
valor incremental): Distancia de la superficie de la
herramienta al final de la rosca
Avance F
Q206: Velocidad de desplazamiento de la
hta. durante el roscado
Tiempo de espera abajo
Q211: Introducir un valor
entre 0 y 0,5 segundos, para evitar un acuñamiento
de la hta. al retirarla
Coordenadas de la superficie de la pieza
Q203
(valor absoluto): Coordenadas de la superficie de la
pieza
2ª distancia de seguridad
Q204 (valor incremental):
Coordenada del eje de la hta. en la cual no se puede
producir ninguna colisión entre la hta. y la pieza
(medio de sujeción)
Cálculo del avance: F = S x p
Retirar la hta. durante la interrupción del programa
Si durante el roscado se acciona el pulsador externo de parada, el TNC
indica una softkey con la cual se puede retirar la hta.
Ejemplo: Frases NC
25 CYCL DEF 206 ROSCADO NUEVO
Q200=2
;DIST.-SEGURIDAD
Q201=-20
;PROFUNDIDAD
Q206=150
;AVANCE AL PROFUNDIZAR
Q211=0.25 ;TIEMPO DE ESPERA ABAJO
Q203=+25
;COORDENADA SUPERFICIE
Q204=50
;2A. DIST.DE SEGURIDAD
F: Avance mm/min)
S: Revoluciones del cabezal (rpm)
p: Paso de roscado (mm)