HEIDENHAIN iTNC 530 (340 49x-01) Manual del usuario
Página 323
HEIDENHAIN iTNC 530
323
8.3 Ciclos par
a
taladr
ado
, r
o
scado y fr
esado de r
o
sca
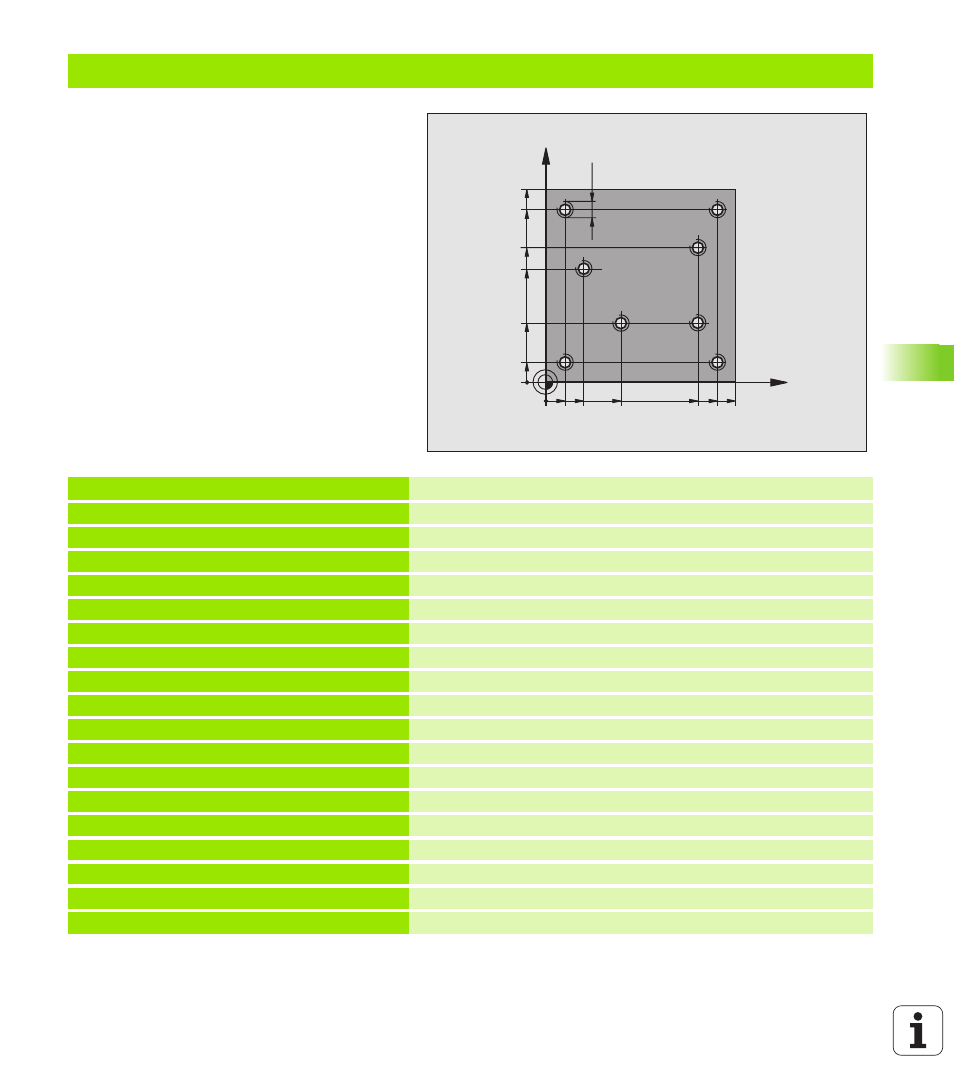
Ejemplo: Ciclos de taladrado según una tabla de puntos
Las coordenadas de taladro están memorizadas
en la tabla de puntos TAB1.PNT y son llamadas
por el TNC con CYCL CALL PAT.
Los radios de herramienta se seleccionan de
forma que se puedan visualizar todos los pasos
de trabajo en el gráfico de test.
Ejecución del programa
Centraje
Taladrado
Roscado
0 BEGIN PGM 1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definición del bloque
2 BLK FORM 0.2 X+100 Y+100 Y+0
3 TOOL DEF 1 L+0 R+4
Definición de la hta. de centraje
4 TOOL DEF 2 L+0 2.4
Definición de la hta. para taladrar
5 TOOL DEF 3 L+0 R+3
Definición de la herramienta Macho de roscar
6 TOOL CALL 1 Z S5000
Llamada a la hta. de centraje
7 L Z+10 RO F5000
Desplazar la hta. a la altura de seguridad (programar un valor para F),
el TNC posiciona después de cada ciclo a la altura de seguridad
8 SEL PATTERN “TAB1“
Determinar la tabla de puntos
9 CYCL DEF 200 TALADRADO
Definición del ciclo Centraje
Q200=2
;DIST.-SEGURIDAD
Q201=-2
;PROFUNDIDAD
Q206=150
;PROFUNDIDAD DE PASO F
Q202=2
;PROFUNDIDAD DE PASO
Q210=0
;TPO. ESPERA ENCIMA
Q203=+0
;COORDENADAS SUPERFICIE
Introducir imprescindiblemente el 0. Actúa como tabla de puntos
Q204=0
;2ª DISTANCIA DE SEGUR.
Introducir imprescindiblemente el 0. Actúa como tabla de puntos
Q211=0,2
;TIEMPO DE ESPERA ABAJO
X
Y
20
10
100
100
10
90
90
80
30
55
40
65
M6