HEIDENHAIN iTNC 530 (340 49x-01) Manual del usuario
Página 338
338
8 Programación: Ciclos
8.4 Ciclos par
a
el fr
esado de cajer
a
s, islas y r
a
nur
as
Tipo de mecanizado (0/1/2)
Q215: Determinar el
tipo de mecanizado:
0: Desbaste y acabado
1: Sólo desbaste
2: Sólo acabado
La cara y la profundidad de acabado sólo se llevan a
cabo, si se define la sobremedida del acabado
correspondiente (Q368, Q369)
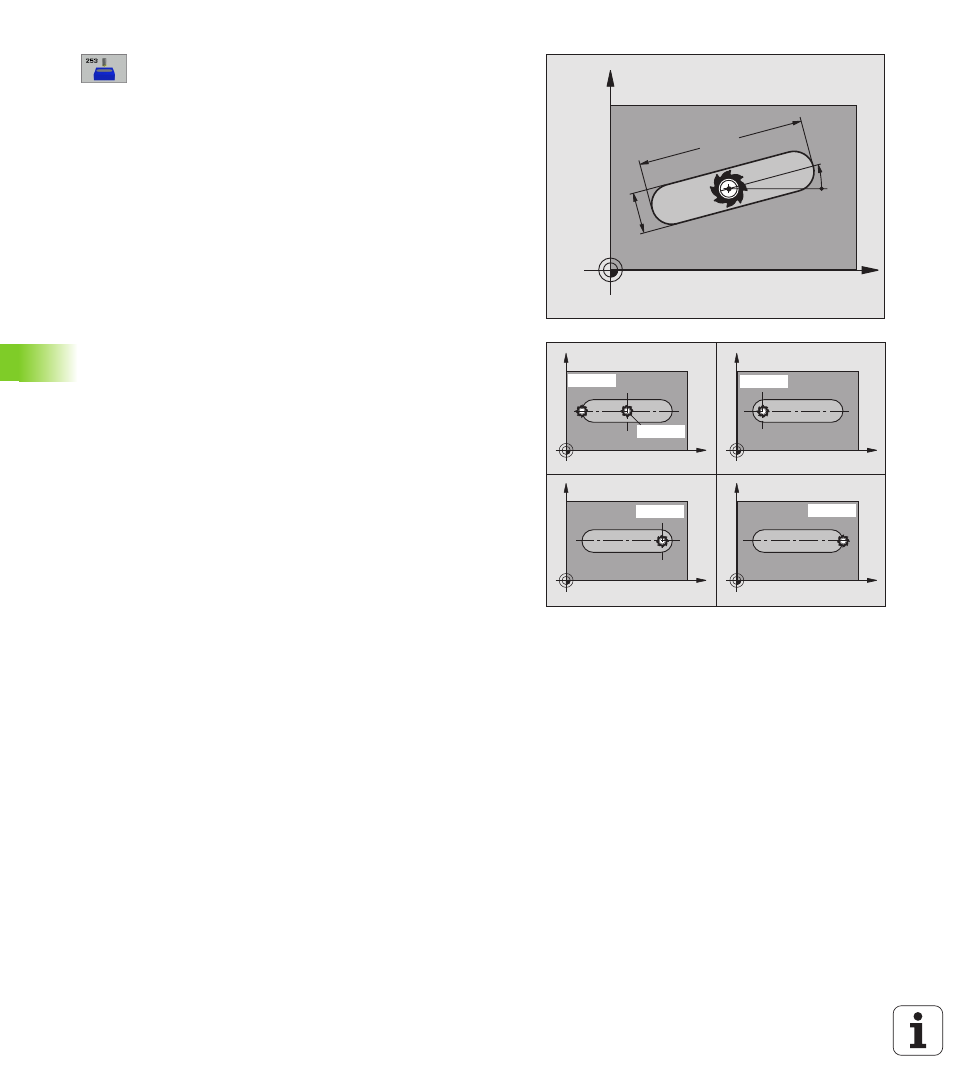
Longitud de la ranura
Q218 (valor paralelo al eje
principal del plano de mecanizado): Introducir el lado
más largo de la ranura
Ancho de la ranura
Q219 (valor paralelo al eje
transversal del plano de mecanizado): Introducir la
anchura de la ranura. Si se introduce la anchura de la
ranura igual al diámetro de la hta, el TNC sólo realiza
el desbaste (fresado de la ranura). Ancho máximo de
la ranura en el desbate: doble del diámetro de la
herramienta
Sobremedida del acabado lateral
Q368 (valor
incremental): Sobremedida de acabado en el plano de
mecanizado.
Angulo de giro
Q224 (valor absoluto): Angulo sobre el
que gira toda la ranura. El centro del giro está en la
posición en la que esté la herramienta en el momento
de llamar al ciclo
Posición de la ranura (0/1/2/3/4)
Q367: Posición
de la ranura referida a la posición de la herramienta en
la llamada al ciclo (véase imagen central derecha):
0: Posición de la herramienta = centro de la ranura
1: Posición de la herramienta = Extremo izquierdo de
la ranura
2: Posición de la herramienta = Centro del círculo
izquierdo de la ranura
3: Posición de la herramienta = Centro del círculo
derecho de la ranura
4: Posición de la herramienta = Extremo derecho de
la ranura
Avance de fresado
Q207: Velocidad de
desplazamiento de la hta. en el fresado en mm/min
Forma de fresado
Q351: Forma de fresado con M03
+1 = Fresado sincronizado
–1 = Fresado a contramarcha
X
Y
Q219
Q218
Q224
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4