HEIDENHAIN TNC 122 User Manual Manual del usuario
Página 42
5
Edición de programas
42
TNC 122
Tabla de agujeros
Bloques de programa
0
BEGIN PGM 5
Comienzo de programa y número de programa
1
F 9999
Avance rápido para preposicinamiento
2
Z+20.000
Altura segura
3
M 3
Husillo MARCHA, giro horario
4
CICL HILERAS DE AGUJEROS
A continuación vienen datos para ciclo TABLAS DE
AGUJEROS
5
1er.A X= 20.000
Coordenada X de primer agujero
6
1er.A Y= 15.000
Coordenada Y de primer agujero
7
NUM A= 4
Número de agujeros por fila de agujeros
8
SEPA A= 10.000
Separación de agujeros en la fila de agujeros
9
ANGULO= 18.000
Angulo entre las filas de agujeros y el eje X
10
PROFUNDIDAD= –8.000
Profundidad de taladrado
11
NUM H= 3
Número de filas de agujeros
12
SEPA H= 12.000
Separación entre filas de agujeros
13
M 2
PARADA ejecución programa, husillo PARO, refrigerante
CERRADO
14
END PGM 5
Fin de programa y número de programa
El TNC ejecuta la tabla de agujeros en el modo de funcionamiento
EJECUCION DE PROGRAMA (véase el capítulo 7).
1
2
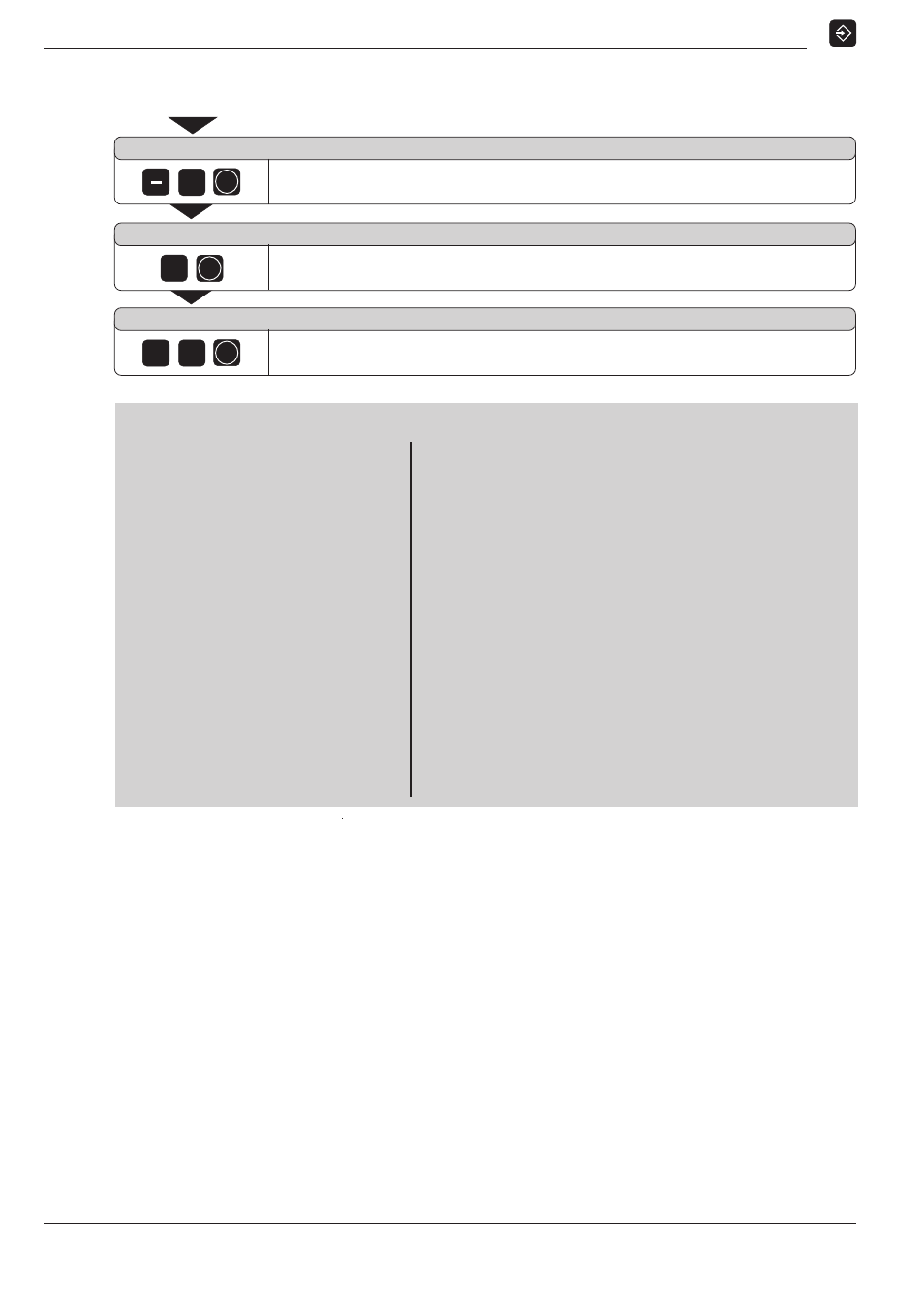
ENT
N U M H =
S E P A H =
3
ENT
8
ENT
P R O F U N D I D A D =
Introducir la separación entre filas de agujeros SEPA H ( 12 mm ).
Confirmar el dato introducido.
Introducir el número de filas NUM H ( 3 ).
Confirmar el dato introducido.
Introducir el valor de la profundidad de taladrado PROFUNDIDAD (- 8 mm ).
Confirmar el dato introducido.