Introducción de posiciones de pieza, X3 0, X r 0 introducción de posiciones de pieza – HEIDENHAIN TNC 122 User Manual Manual del usuario
Página 37
5
Edición de programas
TNC 122
37
Y
X
1
2
3
4
60
30
20
50
0
0
Seleccionar eje de coordenadas (eje X).
X
3
0
Introducir valor consigna de posición, p.ej. 30 mm
y
seleccionar corrección de radio de herramienta: R – .
R
+
/
–
Confirmar el dato introducido. La posición consigna introducida aparece ahora
como bloque actual en la indicación de bloque de programa.
ENT
X R 0
Introducción de posiciones de pieza
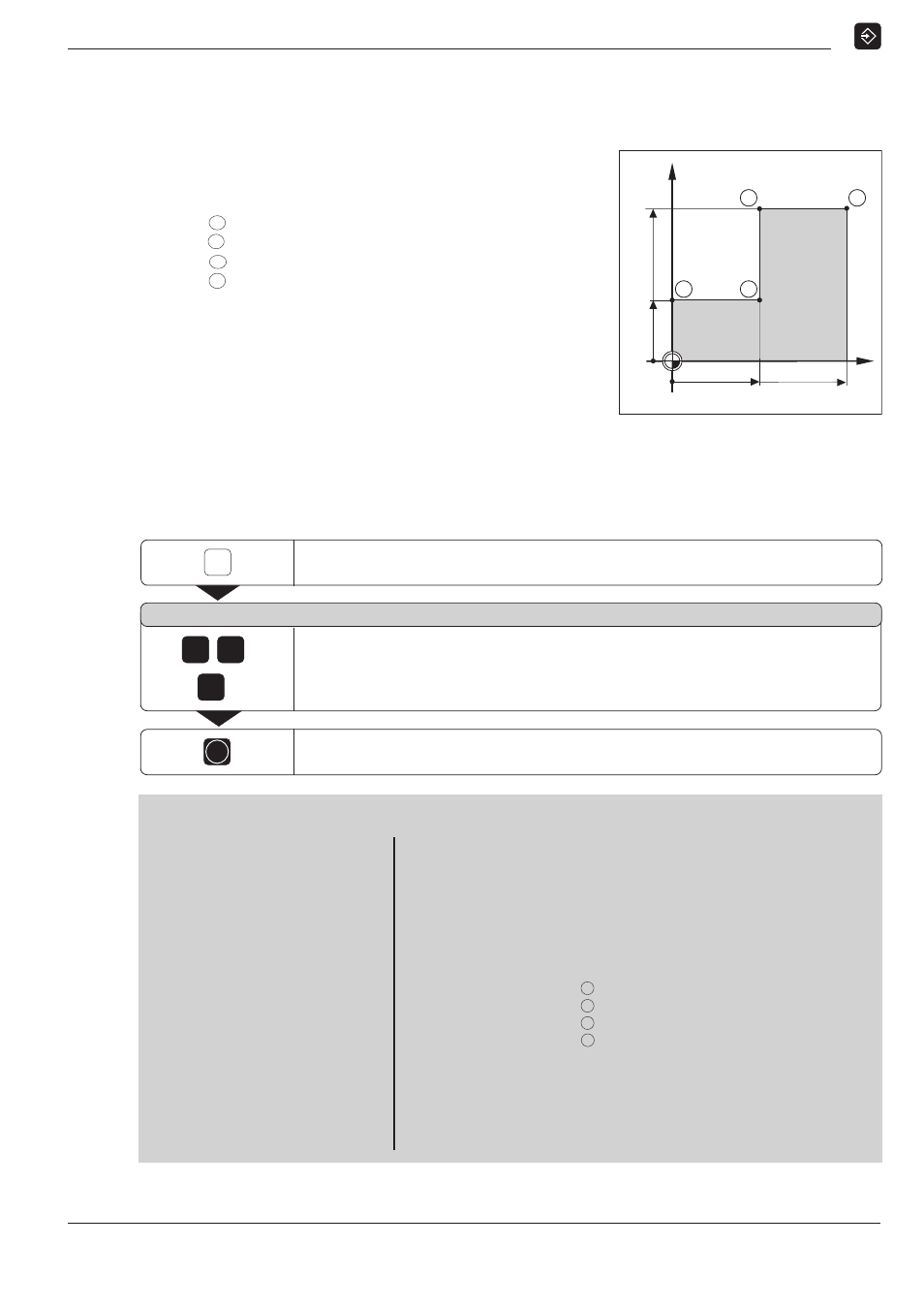
Ejemplo de programa: fresado de escalón
Las coordenadas se programan en dimensiones absolutas, el
punto de referencia es el origen de pieza.
Vértice
1
:
X = 0 mm
Y = 20 mm
Vértice
2
:
X = 30 mm Y = 20 mm
Vértice
3
:
X = 30 mm Y = 50 mm
Vértice
4
:
X = 60 mm Y = 50 mm
Resumen de todos los pasos de programación
⇒
⇒
⇒
⇒
⇒ Pulse la tecla PGM.
⇒
⇒
⇒
⇒
⇒ Introduzca el número de programa que desea editar y pulse la
tecla ENT.
⇒
⇒
⇒
⇒
⇒ Introduzca las posiciones consigna.
Ejecución de un programa acabado
Para ejecutar un programa acabado debe hacerlo en el modo
EJECUCION DE PROGRAMA (véase capítulo 10).
Ejemplo de introducción de datos:
Introducir una posición consigna
en un programa (bloque 9 en el ejemplo)
Bloques de programa
0
BEGIN PGM 10
Comienzo de programa y número de programa
1
F 9999
Avance rápido para preposicionamiento
2
Z+20.000
Altura segura
3
X–20.000
R0
Preposicionamiento de herramienta en eje X
4
Y–20.000
R0
Preposicionamiento de herramienta en eje Y
5
Z–10.000
Desplazamiento de herramienta a profundidad de fresado
6
F 200
Avance en mecanizado
7
M 3
Husillo MARCHA, giro horario
8
Y+20.000
R+
Coordenada Y Vértice
1
9
X+30.000
R–
Coordenada X Vértice
2
10
Y+50.000
R+
Coordenada Y Vértice
3
11
X+60.000
R+
Coordenada X Vértice
4
12
F 9999
Avance rápido para retirada
13
Z+20.000
Altura segura
14
M 2
PARADA de ejecución de programa, husillo PARO, refrigerante
CERRADO
15
END PGM 10
Fin de programa y número de programa